Përkushtuar ndaj etikës dhe kulturës teknike.
Rreth saldimit
Me saldimin e duhur, saldoni (POS-61 me plumb kallaji, kallaj 61%):
1. shkëlqen;
2. shtrihet pa probleme dhe racionale në tavolinën e kontaktit (CP) të tabelës së qarkut të printuar dhe daljen e pjesës;
3. sasia e tij dhe sasia e fluksit që ka dalë, por nuk është avulluar, është minimale.
Në rast të saldimit të dobët, lidhni:
1. nuk shkëlqen, gjë që tregon ose se nyja nuk është ngrohur (ngjit saldimi), ose se është nxehur shumë, në të cilën fluksi ka avulluar para kohe (saldimi është si pure);
2. shtrihet në gunga, pika, "krahu i gëlltitjes" - e gjithë kjo tregon se ka pak fluks dhe shumë saldim;
3. sasia e tij është e madhe (doza e dobët e saldimit) dhe papastërtia nga fluksi (doza e dobët e fluksit dhe papastrimi i majës së saldimit nga depozitat e karbonit).
Për saldimin e duhur ju nevojiten:
1. hekur saldimi me kontroll të temperaturës (kontrolli i temperaturës në rreth 270 °C);
2. majë e veshur;
3. saldim me fluks, me një diametër prej 0,5-0,8 mm për bashkimin e pjesëve SMD, për pjesën tjetër - 0,8 - 1,0 mm (është më mirë të merret saldimi i importuar, për shembull, 63% 8PK-033);
4. Ngrohës me majë - tension i ulët, për shembull, 24 V.
Mos harroni se me një hekur saldimi të zakonshëm 40 W 220 V dhe një izolim të majës prej pëlhure xhami, rryma në qarkun "majë-pjesë-dora" mund të arrijë në disa mA, gjë që mund të dëmtojë lehtësisht gjysmëpërçuesit (rezistenca e trupit të njeriut është rreth 1 kohm ).
Prandaj, për të zvogëluar gjasat e goditjes elektrike ose dëmtimit të një MS të shtrenjtë:
1. zvogëloni tensionin e furnizimit të hekurit të saldimit duke përdorur një transformator;
2. temperatura e majës së saj kontrollohet nga një termoelement dhe një qark elektronik;
3. përdorni një majë të mprehtë konike bakri me një shtresë (papastërtia tani do të vijë vetëm nga fluksi, dhe jo nga bakri);
4. pastrimi i majës bëhet periodikisht gjatë saldimit, duke fshirë majën në një copë sfungjeri të veçantë (të lagur në ujë);
Saldimi i duhur bëhet si më poshtë:
1. Aplikoni pak saldim të freskët në një majë të pastër për të rritur zonën e kontaktit termik të mëvonshëm në kryqëzim;
2. Goditja prek njëkohësisht daljen e pjesës dhe panelin e tij të kontrollit në tabelë, duke i ngrohur ato;
3. më pas prekni telin e saldimit (me fluks) në diametrin e dëshiruar të kryqëzimit, dozoni saldimin përhapës, hiqni shpejt telin dhe më pas majën nga kryqëzimi;
4. gjatë bashkimit të komponentëve SMD, ato fiksohen paraprakisht në tabelë me saldim në një kunj dhe, nëse është e nevojshme, rregullohen;
5. Nëse ka një mbidozë saldimi, ai hiqet nga kutia e marsheve duke përdorur një bishtalec nga një kabllo e mbrojtur.
Rreth hekurit të saldimit
Përdoret një lloj i importuar SL-20 (ose një i ngjashëm me karakteristika të ngjashme) me fuqi 48 W me një ngrohës 12-16 ohm dhe një termoelement (rreth 30 µV/°C). Hekuri i saldimit duhet të shtrihet horizontalisht, dhe jo me majën poshtë (siç bëjnë shokët e huaj), në të cilin doreza nxehet shumë. Pika e lidhësit të saldimit tregohet në figurën më poshtë.

Për saldim korrekt dhe të përshtatshëm, temperatura e majës duhet të jetë rreth 270 °C, domethënë gjithmonë pak më e lartë se temperatura e shkrirjes së saldimit (260 °C për POS-61). Kur bashkoni lidhës të mëdhenj dhe çmontoni pjesë, temperatura e majës duhet të jetë shumë më e lartë - rreth 350 °C. Në këtë rast, është e qartë se moduli i ngrohësit dhe maja errësohen dhe kërcitin për shkak të temperaturës së lartë. Në këtë mënyrë, hekuri i saldimit nuk do të zgjasë shumë. Prandaj, gjithmonë, sapo të keni përfunduar këtë saldim "të rëndë", ulni temperaturën në 270 °C. Në këtë mënyrë, hekuri i saldimit funksionon gjatë gjithë ditës, dhe njësia e mbyllur e kontrollit praktikisht nuk nxehet.
Rreth njësisë së kontrollit
Qarku i njësisë së kontrollit është i thjeshtë dhe i lehtë për t'u përsëritur, i besueshëm në funksionim, megjithëse dizajni i njësisë së kontrollit ka një pengesë të vogël - nuk ka tregues të temperaturës së majës së saldimit. Por, siç ka treguar praktika, një shkallë e kalibruar mirë është mjaft e mjaftueshme për funksionim, dhe është mjaft e mundur të bëhet pa një tregues dixhital.Si funksionon pajisja
Tensioni nga termoçifti i saldimit, në një nivel prej dhjetëra milivolt, përforcohet nga MS DA1.1 dhe furnizohet në njërën hyrje të krahasuesit DA1.2, dhe në hyrjen tjetër të tij, një tension konstant i rregullueshëm furnizohet nga një ndarës rezistent (caktues i temperaturës). Nëse temperatura e majës fillon të bjerë, voltazhi nga termoelementi do të ulet, dhe tensioni nga dalja e amplifikatorit gjithashtu do të ulet. Dhe sa më shpejt që voltazhi në pinin 5 të MS të bëhet më i lartë se në pin 6, krahasuesi do të kalojë dhe voltazhi në daljen e tij do të bëhet +5 V. Tranzistori kryesor do të hapet dhe një rrymë prej rreth 2 A do të rrjedhë nëpër ngrohësin e saldimit dhe LED i kuq "Ngrohje" do të ndizet. Pas disa sekondash, një rritje e temperaturës do të shkaktojë situatën e kundërt - voltazhi në daljen e krahasuesit do të bëhet 0 V, dhe çelësi do të hapë qarkun e energjisë së ngrohësit, LED do të fiket. Më pas, hekuri i saldimit nxehet periodikisht (çdo gjysmë minutë), duke u ndezur për disa sekonda (në varësi të intensitetit të saldimit dhe temperaturës së ambientit).
Dizajn
Furnizimi me energji elektrike përdor një transformator të fuqisë toroidale (O 80 x 35 mm), i cili praktikisht nuk nxehet në boshe. Meqenëse rryma rrjedh nëpër ngrohësin e saldimit rreth 20% të kohës, ura e diodës dhe transformatori janë instaluar pa radiator, dhe strehimi është bërë i mbyllur Moduli i kontrollit elektronik është montuar në një op-amp të dyfishtë dhe furnizimi me energji prodhon tensione që nuk janë të stabilizuara +24 V dhe të stabilizuara +5 V. Të gjitha pjesët janë montuar në një tabelë me përmasa 40 x 80 mm. Një version i printuar i tabelës nuk është zhvilluar, dhe nëse dëshironi, mund ta bëni vetë dhe ta postoni këtu për lexuesit e tjerë në një tel në një pjesë të tubit të tkurrur nga nxehtësia kutia është bërë nga kompensatë 6 mm e trashë.
Cilësimet
Gjatë konfigurimit, ne do të përdorim një pajisje analoge me vlera ndarjeje prej 0,2 V, 1 V dhe 0,5 com.
1. Shkëputni ngrohësin e saldimit nga furnizimi me energji elektrike duke lidhur portën e tranzistorit VT1 (pin 1) me telin e përbashkët të qarkut.
Ju mund të kontrolloni përkohësisht portën e tranzitorit të çelësit me dorë duke përdorur një çelës të thjeshtë "0 V" - "off" - "+5 V", i bërë nga tre kontakte të një lidhësi të një pine të tipit PLS me një rresht me një hap prej 2.54 mm dhe një kërcyes (jumper).
2. Ndizni furnizimin me energji 220 V. LED "Rrjeti" i gjelbër duhet të ndizet.
3. Kontrollojmë tensionin në pikat e kontrollit të qarkut pa ngarkesë.
4. Ne nuk instalojmë rezistorët R4 dhe R6, por lidhim terminalet e rezistencës së shkurtimit R5 me telin e përbashkët të qarkut dhe autobusin +5 V. Ulni tensionin nga kontrolluesi i temperaturës në minimum.
5. Lidheni ngrohësin duke mbyllur portën VT1 në +5 V dhe LED "Ngrohja" e kuqe do të ndizet. Ne kontrollojmë tensionin në pikat e kontrollit të qarkut nën ngarkesë. Hapni portën VT1 (hiqni fare kërcyesin).
6. Me saldimin të ftohtë, rrisni shumë ngadalë tensionin nga çelësi i temperaturës dhe në të njëjtën kohë mbajeni telin e saldimit në majë. Sapo saldimi fillon të shkrihet, ne ndalojmë rritjen e tensionit në pikën e caktuar dhe e masim atë. Doli, për shembull, 1.3 volt (një vlerë e ngjashme duhet të jetë në hyrjen tjetër të krahasuesit).
Kini parasysh polaritetin e lidhjes së termoçiftit. Nëse tensioni në pin. 1 i çipit DA1.1 zvogëlohet, më pas ndërroni telat nga termoçifti.
Nëse keni një voltmetër dixhital me tre shifra (me një shkallë 2 V), atëherë mund të përcaktoni karakteristikën fillestare të termoelementit. Në një temperaturë të majës prej 25 °C, doli të ishte 0,68 V, në 60 °C (kjo është kur maja tashmë është e vështirë për t'u mbajtur në duar) - 0,74 V. Se. marrim (0,74 V-0,68 V)/(60 °C-25 °C) = 17 μV/ °C. Nëse kjo vlerë krahasohet me kërkime të mëtejshme, atëherë është e lehtë të merret me mend se karakteristika e termoelementit këtu është e nënvlerësuar dhe jolineare.
7. Përcaktojmë karakteristikën e termoçiftit me supozimin se është lineare (jolineariteti ndodh nën 150 °C). Tensioni i termoelementit që korrespondon me 260 °C është i barabartë me (1.3 V-0.7 V)/100 = 6 mV, prandaj, marrim (6 mV/ 260 °C) = 23 μV/ °C.
Nga një studim më i saktë, zbulojmë se karakteristika e termoçiftit në pikën 260 °C është e barabartë me (1.34 V-0.74 V)/[(260 °C-60 °C)*100]=30 µV/ °C.
8. Përcaktoni kufirin e sipërm të temperaturës së saldimit. Do të jetë e mjaftueshme për të marrë një vlerë prej 400 °C. Do të korrespondojë me një tension të përforcuar të termoçiftit të barabartë me (400 °C*23 µV/ °C)*100=0.92 V. Se. Tensioni i referencës për 400°C do të jetë 0,7 V + 0,92 V = 1,62 V.
Ne do të përcaktojmë një vlerë të llogaritur më të saktë duke marrë parasysh ngrohjen e hekurit të saldimit në 400 °C - 260 °C = 140 °C të kërkuara. Se. do të korrespondojë me një tension prej 30 µV/ °C * 140 °C = 0,52 V, dhe tensioni i referencës në 400 °C do të jetë i barabartë me 1,34 V + 0,52 V = 1,86 V.
Më tej në llogaritjet Umax = 1.86 V.
9. Ne përcaktojmë vlerat e rezistorëve R4 dhe R6 të vendosësit të temperaturës me një rezistencë të njohur R5 (duke marrë parasysh përdorimin e të gjithë gamës së rregullimit të prerësit). Le të kompozojmë (sipas ligjit të Ohmit) sistemi linear nga 3 ekuacione me 3 të panjohura (njihet R5), duke i zgjidhur të cilat arrijmë në relacionet e mëposhtme:
R4*I=Umin
(R4+R5)*I=Umax
(R4+R5+R6)*I= Upit
R6=R5*( * -1)
R4=R5*Umin/(Umax-Umin)
Ne matim rezistencën totale të R5. Për trimerin e përzgjedhur R5 = 2,2 kohm, me op-amp të marrë Umin = 0,7 V, me saldimin e marrë Umax = 1,86 V, me tensionin e marrë të furnizimit Upit = 5 V fitojmë se R4 = 2,2 kom*0, 7 V/(1,86 V-0,7 V)=1,33 com dhe R6=2,2 com*(* - 1)=5,96 com. Ne zgjedhim rezistorë të vlerës më të afërt, pra ±1% (±5%) R4=1.33 (1.3) com dhe R6=5.9 (6.2) com.
Mos harroni se një tension prej ±0,05 V në hyrjen e krahasuesit do të korrespondojë me intervalin e temperaturës ±17 °C (0,05 V/). Kjo do të rezultojë në një saktësi të vendosjes së intervalit prej ±4,2% (0,05V/2) dhe do të kërkojë një saktësi rezistence prej ±2,1% (±4,2%/2) (V në këtë rast, do të funksionojnë të dy rezistorët ±1% (F) dhe ±5% (J) me madhësi 1206).
10. Ne lidhim rezistencat R4 dhe R6 në tabelë dhe bëjmë një provë: matim tensionin në ndarës dhe, bazuar në to, përcaktojmë gamën e temperaturës që rezulton në hekurin e saldimit.
Nëse është e nevojshme, mund të rregulloni vlerat. Por gjëja kryesore është e ndryshme - temperatura e hekurit të saldimit duhet të arrijë 300-350 °C, e cila është e nevojshme kur instaloni pjesë të mëdha dhe çmontoni, por jo më shumë se 400-420 °C (të dyja nga pikëpamja e këtë dizajn ngrohës dhe nga pikëpamja e praktikës së instalimit dhe masave paraprake të sigurisë).
Kufiri i poshtëm i diapazonit të temperaturës së saldatorit mund të bëhet nga 150 °C duke bërë një anim shtesë në krahasues: shtoni një tension tjetër të barabartë me (150 °C * 23 μV / °C) * 100 = 0.35 V në paragjykimi i vetë op-amp dhe rillogaritni ndarësin e vlerave të rezistencës në Umin=0.7 V+0.35 V=1.05 V. Vlen të përmendet se nëse është e nevojshme të bashkohen me saldime me shkrirje të ulët: Druri (60°C), lidhjet e trëndafilit, atëherë është më mirë të mos ndryshoni kufirin e poshtëm të diapazonit të temperaturës.
Do të jetë e dobishme të krahasohen të gjitha vlerat e matura me të dhënat e llogaritura Qarku nuk kërkon ndonjë cilësim tjetër.
Kalibrimi
1. Kthejeni dorezën e rregullimit deri në të majtë, ndizni rrjetin (me saldimin të ftohur). Kthejeni butësisht dorezën në drejtim të akrepave të orës. Sapo të ndizet treguesi "Ngrohja", bëni një shenjë në trup - kjo do të jetë temperatura minimale;
2. më pas kthejeni ngadalë dorezën për t'u rritur dhe në të njëjtën kohë mbajeni telin e saldimit në majë;
3. sapo saldimi të fillojë të shkrihet, bëni një shenjë 260 °C në trup;
4. Temperatura e majës, e përshtatshme për bashkimin e rasteve standarde (1206, SO, DIP, TQFP), do të jetë pak më e lartë, përcaktoni vetë dhe vendosni shenjën "kryesore" - 270 ° C.
Çelësi i temperaturës duhet të jetë gjithmonë në të (përveç nëse ka nevojë për një temperaturë më të lartë).
5. Kthejeni dorezën deri në të djathtë dhe vendosni shenjën në trup - kjo është temperatura maksimale.
Për ata që duan të bëjnë një kalibrim më të saktë (me një vlerë ndarjeje 20-50 °C), ai bëhet në mënyrë thjesht grafike. Për të kontrolluar nëse shenjat e temperaturës në kuti korrespondojnë me tensionin nga vendosësi i temperaturës, do t'ju duhet një matës DC 3-shifror. Është më mirë të mos kryhet kalibrimi nën 150°C për shkak të jolinearitetit të termoelementit.
Rreth diagramit të qarkut(shënim shpjegues).

TTP-50 220 V/18 V 2.8 A u zgjodh si Tr1. Edhe pse mund të përdorni çdo transformator me një fuqi prej të paktën 50 vat, me një tension të dredha-dredha dytësore prej 18-20 volt.
Ne zgjedhim një urë diodë me një rrymë përpara prej të paktën 2.5-3 A, e cila mund t'i rezistojë lehtësisht ngrohjes për një minutë të saldimit kur ndizet pa radiator.
Këshillohet që të keni një kapacitet të kondensatorit C5 të paktën 2200 µF ±20% 50 V.
Qarku është montuar në një op-amp të dyfishtë, me fuqi të ulët, të mundësuar nga 5 V (AD8542AR në paketën SOIC-8). Përforcues standard jo invertues me reagim në DA1.1 me një fitim tensioni 101 (R3/R1 +1=10 kohm/100 ohm +1). Qarku C1-R3 përcakton uljen e fitimit të op-amp në rajonin e frekuencës së lartë me frekuencë të ndërprerjes = 1/2πR3C1 = 1/2π*10 kom*0,1 μF = 160 Hz (C1 shunts R3) dhe të ulët -filtri i kalimit (me frekuencë të ulët) R2-C2 kufizon brezin e frekuencës së sinjaleve hyrëse në 16 Hz (frekuenca e ndërprerjes = 1/2πR2C2 = 1/2π * 10 kom * 10 μF = 16 Hz), e cila është mjaft e mjaftueshme për të saktë funksionimin e pajisjes. Rezistenca R2 gjithashtu kufizon rrymat e mundshme (pin 3 e fushës IC DA1.1 lidhet me majën e saldimit përmes rezistencës R2). Mund të provoni të përdorni çdo op-amp që funksionon në 5 volt, për shembull; KA, SA, LM, 158, 258, 358, 2904. Në këtë rast, është më mirë të rrisni tensionin e furnizimit në 8 volt, thjesht duke zëvendësuar stabilizuesin me një 7808.
Si ndërprerës VT1, një tranzistor MIS i fuqisë (me një diodë mbrojtëse Schottky) i llojit IRFZ44N me një rezistencë kanali prej 0,02 ohm për një rrymë prej 49 A dhe një tension të burimit kullues prej 55 V (ngrohja e rastit 22 * 0,02 ohm = 0,08 W) u zgjodh. Rezistenca R8 = 1 kom është e nevojshme kur vendoset për të shkëputur VT1 nga DA1.2, si dhe për të kontrolluar me siguri portën e një transistori me efekt në terren, i cili ka një kapacitet të konsiderueshëm hyrës prej rreth 1500 pF. R9=100 com është i nevojshëm për rrjedhjen e rrymës dalëse të op-amp, sepse rezistenca hyrëse e VT1 është shumë e lartë. Mund të provoni të përdorni transistorë me efekt fushë motherboard. Çelësi i rrjetit u zgjodh tipi shtëpiak T1 për 250 V 3 A, i instaluar në vrimën në murin e pasmë. Siguresa e rrjetit është standard 250 V. Sepse ka një rritje të rrymës kur ndizet, atëherë siguresa vendoset në 1 a. Është e mundur që qarku të funksionojë me më pak pjesë, dhe ndoshta me më shumë.
Prodhimi i kasës
1. Muret e strehimit janë prerë nga një fletë e vogël kompensatë.
2. Ngjiteni trupin me ngjitës PVA (për mobilje). Për fiksimin e përkohshëm të strukturës, përdoren gozhdë të vegjël (O 1.2 mm).
3. Këmbët për trupin drejtkëndor janë bërë nga e njëjta kompensatë (6 mm), doreza për makinë prerëse mund të bëhet nga një rreze druri tashmë e bluar (e bashkuar) me një diametër 10-20 mm, e vendosur fort në makinë prerëse bosht. Është më mirë të ngjitni këmbët në material kompensatë, dhe në fibër - duke përdorur vida të shkurtra vetë-përgjimi.
4. Të gjitha pjesët prej druri dhe pjesa e jashtme e trupit janë të veshura me dy shtresa llak. Shtresa e parë lyhet me një leckë të ashpër (pambuk, liri) ose letër zmerile 1000, shtresa e dytë mund të aplikohet edhe me bojë alkide të ngjyrës së dëshiruar. Në përgjithësi, dizajni i trupit mund të jetë çdo gjë, në varësi të pjesëve të përdorura, imagjinatës dhe aftësive.
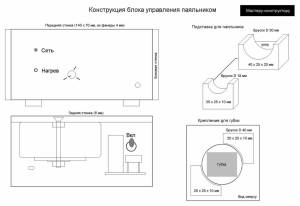
Kornizë
Përmasat (të brendshme) 140 x 60 x 85 mm
Kompensatë materiale 6 mm dhe 4 mm (për murin e përparmë)
Veshje me llak (2 shtresa)
Mbulesa e lëvizshme e poshtme
Madhësia 140 x 85 mm (1 copë)
Materiali dërrasë fibër 3,2 mm ose kompensatë 4 mm
Vida vetëpërgjimi O 2,5 x 12 mm, të fundosura. - 4 gjëra.
Mbushëse këmbësh të ndjerë O 16 mm (thithëse) - 4 copë.
Kopertina e sipërme
Madhësia 140 x 85 mm (1 copë)
Materiali kompensatë 6 mm
Mur anësor
Madhësia 95 x 70 mm (2 copë)
Materiali kompensatë 6 mm
Muri i përparmë
Madhësia 140 x 70 mm (1 copë)
Materiali kompensatë 4 mm
Muri i pasmë
Madhësia 140 x 70 mm (1 copë)
Materiali kompensatë 6 mm
Çfarë lloj saldimi nevojitet për bashkimin e mikroqarqeve. Temperatura e hekurit të saldimit për mikroqarqet e saldimit
Temperatura e funksionimit të majës së saldimit në lidhje me metalin dhe saldimin
Detyra kryesore e hekurit të saldimit gjatë bashkimit të kontakteve të ndryshme është shkrirja e saldimit dhe aplikimi i tij në vendin e dëshiruar. Natyrisht, kjo kërkon një temperaturë saldimi që do të ishte më e lartë se pika e shkrirjes së materialeve harxhuese. Duke marrë parasysh faktin se mund të ndryshojë shumë për metale të ndryshme dhe lidhjet e tyre, prodhohen mjete me fuqi të ndryshme që janë të afta të funksionojnë në parametra të ndryshëm. Në fund të fundit, normat shumë të larta rezultojnë të jenë po aq të dëmshme për një lidhje cilësore sa ato të ulëta. Vetëm në rastin e parë gjithçka do të çojë në shkrirjen e saldimit në një gjendje ku nuk mund të funksionojë më, dhe në të dytën, nuk do të jetë në gjendje të shkrihet normalisht për lidhje.
Të gjitha këto arsye çojnë në faktin se temperatura e majës së saldimit duhet të jetë optimale. Për secilin rast, zgjidhen opsione të ndryshme që duhet të ndihmojnë në arritjen e rezultateve më të mira. Për të përcaktuar se çfarë temperature duhet të jetë maja e hekurit të saldimit gjatë bashkimit, merren parasysh materialet harxhuese, trashësia e telit, materiali i kontaktit dhe parametrat e tjerë.
Temperatura e majës në lidhje me saldimin e përdorur
Temperatura e funksionimit të hekurit të saldimit zgjidhet veçmas për secilin proces. Kur bashkoni kontakte të të njëjtit lloj duke përdorur të njëjtin saldim, mund të përdoren të njëjtat parametra mjeti. Në raste të tjera, duhet të ndryshoni edhe hekurin e saldimit për t'u përshtatur karakteristikat e kërkuara. Për të punuar me saldime të caktuara, temperatura e hekurit të saldimit duhet të jetë gjithmonë pak më e lartë se pika e shkrirjes së saldimit. Dallimi duhet të jetë i vogël, vetëm 5-10 gradë. Me teknologjinë moderne, tregues të tillë janë të lehtë për t'u arritur nëse keni një rregullator të energjisë dhe një sensor të saktë ngrohjeje.
Pika e shkrirjes së metaleve të ndryshme
Nuk është gjithmonë e nevojshme të kryhet saldimi standard me markat e gatshme të saldimit. Ndonjëherë ju duhet të punoni me metale që nuk janë standarde për këtë proces. Kjo jo gjithmonë jep një rezultat të garantuar me cilësi të lartë, por ndonjëherë bashkimi bëhet zgjidhja më e mirë për bashkimin e pjesëve. Këtu duhet të dini se cila temperaturë e majës së saldimit nevojitet për punë, si dhe në cilën temperaturë ndodh shkrirja e metaleve me të cilat punoni.
Kur bëhet fjalë për shkrirjen e kontakteve ose ndarjen e pjesëve të caktuara, atëherë ky informacion bëhet më i rëndësishëm se të dhënat teknike të saldimit. Temperatura e ngrohjes së hekurit të saldimit duhet të arrijë vlera të tilla që kontakti të mund të shkrihet. Kjo do të thotë se duhet të jetë e barabartë me vlerën në të cilën ndodh shkrirja, ose ta tejkalojë atë. Duke pasur parasysh kufizimet e fuqisë së hekurave të saldimit, kjo nuk është gjithmonë e realizueshme. Disa lloje të metaleve nuk mund të shkrihen me një hekur saldimi. Vlen të krahasohen karakteristikat teknike të mjetit me parametrat e një metali ose aliazhi të veçantë.
| Metalet dhe lidhjet | Pika e shkrirjes së materialit, gradë Celsius |
| Alumini | 660,4 |
| Tungsteni | 3420 |
| Germanium | 937 |
| Duralumin | 650 |
| Hekuri | 1539 |
| Ari | 1063 |
| Iridiumi | 2447 |
| Kaliumi | 63,6 |
| Konstantin | 1260 |
| Silikoni | 1415 |
| Tunxh | 1000 |
| Aliazh me shkrirje të ulët | 60,5 |
| Magnezi | 650 |
| Bakri | 1084,5 |
| Natriumi | 97,8 |
| Nikel argjendi | 1100 |
| Nikel | 1455 |
| Nikrom | 1400 |
| Kallaj | 231,9 |
| Osmium | 3054 |
| Mërkuri | 38,9 |
| Plumbi | 327,4 |
| Argjendi | 961,9 |
| Çeliku | 1400 |
| Fechral | 1460 |
| Cezium | 28,4 |
| Zinku | 419,5 |
| Hekur model | 1200 |
Metodat për marrjen e temperaturës së dëshiruar
Temperatura e një maje saldimi 100 vat ka kufizime të caktuara. Nga njëra anë, vlera maksimale nuk mund të tejkalohet kur nxehet plotësisht, dhe nga ana tjetër, nuk mund të ulet në mënyrë që të mbahet në të njëjtin nivel. Nëse bashkimi kërkon vlera më të ulëta të këtij parametri, duhet të provoni të zëvendësoni mjetin. Temperatura e një maje saldimi 60 Watt do të jetë më e ulët se një analoge 100 W, kështu që kjo teknikë është e përshtatshme për zgjedhjen e temperaturës së dëshiruar. Për një kohë të gjatë ishte kryesori, pasi modelet moderne me parametra të rregullueshëm u shfaqën relativisht kohët e fundit. Disavantazhi i kësaj metode është se ju duhet të blini disa lloje saldimesh. Kjo gjithashtu nuk siguron kontroll të saktë, megjithëse vlerat e përafërta janë të mjaftueshme për shumicën e rasteve.
Instalimi i një rregullatori të energjisë ndihmon në zgjidhjen e problemit të rënies së temperaturës me pothuajse çdo model. Rregullatori mund të instalohet në pothuajse çdo model. Do të funksionojë me vlera relative brenda gamës së tij. Për shembull, nëse diapazoni i rregullimit të vlerës është nga 0 në 100%, atëherë temperatura e një maje saldimi prej 40 Watt në gjysmë rrotullimi të çelësit të kontrollit do të korrespondojë me temperaturën e ngrohjes të një saldimi prej 20 Watt. Në 25% kjo vlerë do të jetë 10 vat e kështu me radhë. Rregullatori mund të ketë një kufi reduktimi, për shembull, deri në 50%. Ai nuk mund të shkojë më poshtë.
Bleni një model me temperaturë të rregullueshme. Një rregullator i integruar automatikisht, i optimizuar për një model specifik dhe i vendosur direkt në trupin e pajisjes, bëhet një zgjidhje e shkëlqyer moderne. Falë tij, temperatura e saldatorit për saldimin e mikroqarqeve do të rregullohet me një saktësi deri në 1 gradë Celsius. Kostoja e këtyre saldimeve është më e lartë se ajo e modeleve standarde, nuk do të jetë e mundur të përdoret rregullatori me mjete të tjera, por komoditeti luan një rol dhe për përdorim profesional ato bëhen zgjidhja më e mirë.
Një mënyrë jo shumë e përshtatshme rregullimi është ngrohja e majës dhe më pas ftohja e saj. Së pari, mjeti arrin maksimumin e tij, dhe më pas duhet të prisni derisa të ftohet në vlerën e dëshiruar. Ftohja ndodh ngadalë, kështu që zgjedhja e vlerës së duhur është mjaft realiste, gjëja kryesore është ta përdorni atë për këtë instrumente matëse, i cili do të tregojë parametrat e saktë.
Pajisjet për matjen e temperaturës
Temperatura e ngrohjes së një maje saldimi përcaktohet duke përdorur matës të veçantë, ose, siç quhen gjithashtu, termometra të hekurit të saldimit. Këto pajisje bazohen në një termoelement, i cili tregon vlerën e saktë me një gabim deri në disa gradë. Ka shumë modele në treg që mund të shfaqin temperatura në Celsius ose Fahrenheit. Pothuajse të gjitha modelet tani kanë një shkallë dixhitale për shfaqjen e të dhënave. Termoelementi përkeqësohet me kalimin e kohës dhe duhet të zëvendësohet, por kjo ju lejon të punoni me çdo lloj saldimi.
Përveç matësve individualë, ka edhe opsione të integruara. Ata futen direkt në hekurin e saldimit, i cili është shumë i përshtatshëm për të punuar me një mjet. Kjo ndikon ndjeshëm në koston e produktit, por nuk ka probleme me zëvendësimin e shpeshtë të termoelementit. Kjo është një teknikë shumë e zakonshme, pasi specialistët e saldimit kanë gjithmonë pajisje të tilla. Saktësia e përcaktimit të vlerave varet nga modeli specifik.
konkluzioni
Për bashkimin në shtëpi, shpesh zgjidhen vlerat e përafërta të kushtëzuara për ngrohjen e majës. Kjo është mjaft e mjaftueshme për ato raste kur nuk ka përgjegjësi të madhe të lidhjeve. Nëse po flasim për bashkim profesional dhe punë me mikroqarqe, atëherë këtu duhet të respektohet saktësia. Nëse për llojet e njohura të materialeve vlerat dihen dhe temperatura e majës së saldimit për POS 61 mund të shihet nga tabela përkatëse, atëherë për zgjidhjet jo standarde duhet të zgjidhni vetë vlerat.
svarkaipayka.ru
Temperatura e saldatorit gjatë saldimit me saldim të butë, përdorimi i një termometri dhe aktivizuesi i majës
Nuk ka saldim universal dhe temperaturë saldimi që është e përshtatshme për absolutisht të gjitha rastet. Shumë varet nga saldimi, nga materialet me të cilat punon mjeshtri, si dhe nga qëllimet që ai ndjek.
Dhe në përgjithësi, zgjedhja e temperaturës optimale nuk është një çështje kaq e thjeshtë. Në mënyrë tipike, maja e hekurit të saldimit nxehet derisa të fillojë të shkrijë saldimin. Por në disa raste kërkohet akordim më i mirë.
Disa rregulla të saldimit
 Ekziston një rregull i palëkundshëm: temperatura e hekurit të saldimit duhet të jetë më e lartë se temperatura e shkrirjes së saldimit.
Ekziston një rregull i palëkundshëm: temperatura e hekurit të saldimit duhet të jetë më e lartë se temperatura e shkrirjes së saldimit.
Për më tepër, materiali i saldimit duhet të shkrihet plotësisht përpara se të mbushë hapësirat boshe dhe të shpërndahet në mënyrë të barabartë në sipërfaqe.
Nëse maja e saldimit nxehet shumë, saldimi do të oksidohet dhe shtresa e saldimit nuk do të jetë e cilësisë shumë të lartë. Nga rruga, oksidet mund të shfaqen në vetë hekurin e saldimit, dhe për t'i hequr qafe ato, ekspertët këshillojnë të blini një të ashtuquajtur aktivizues tip - një gjë vërtet shumë e dobishme.
Dhe nëse maja e saldimit jo vetëm që nxehet, por digjet, atëherë materiali i saldimit nuk do të ngjitet më në të. Saldimi "i ftohtë" (d.m.th., kur temperatura e majës së saldimit është më pak se optimale) gjithashtu nuk do të japë rezultatin e pritur.
Nëse materiali i saldimit nuk shkrihet në një gjendje të lëngshme, zona e saldimit bëhet e shurdhër dhe e ashpër dhe lidhja nuk është shumë e fortë.
Dhe një rregull më i rëndësishëm, i përshtatshëm për çdo saldim: temperatura e elementeve që bashkohen duhet të jetë sigurisht e njëjtë.
Llojet e saldimeve
Shumëllojshmëria e saldimeve ndahet në dy kategori:
- zjarrdurues;
- i shkrirë (i butë).
 Kategoria e butë përfshin saldimet që kanë një pikë shkrirjeje deri në 400 ℃ dhe forcë mekanike relativisht të ulët (rezistencë ndaj grisjes deri në shtatë kilogramë për milimetër katror). Ato mund të shkrihen me një hekur saldimi.
Kategoria e butë përfshin saldimet që kanë një pikë shkrirjeje deri në 400 ℃ dhe forcë mekanike relativisht të ulët (rezistencë ndaj grisjes deri në shtatë kilogramë për milimetër katror). Ato mund të shkrihen me një hekur saldimi.
Shënimi i një saldimi të tillë gjithmonë përmban shkurtesën POS dhe numrat që tregojnë një përqindje specifike të kallajit. Si shembull, vlen të përmendet materiali shumë i zakonshëm i saldimit POS-61, temperatura e funksionimit të të cilit është nga 190 në 260 ° Celsius.
POS-61 dhe lidhës të tjerë të butë me plumb përdoren në veçanti në instalimin e radios. Në përgjithësi, kur punoni me bordet e qarkut të printuar, duhet të veproni me shumë kujdes.

Është më mirë të shmangni ngrohjen e papritur dhe rritjen e temperaturës, dhe kohëzgjatja e ekspozimit ndaj saldatorit nuk duhet të kalojë më shumë se dy sekonda. Kjo është veçanërisht e vërtetë për objekte të tilla si qarqet e integruara dhe transistorët me efekt në terren.
Për të marrë veti të veçanta, bismut, kadmium, antimoni dhe metale të tjera mund të shtohen në përbërjen e saldimeve me kallaj-plumb. Saldimet me shkrirje të ulët prodhohen në formën e shufrave të derdhura, pastave, telave, pluhurave, shiritave, si dhe tubave me diametër nga 1 deri në 5 milimetra me kolofon brenda.
Ndër prodhuesit e besuar të saldimeve të tilla, vlen të theksohen markat Felder dhe AIM.
Dhe një shtesë tjetër: ekspertët rekomandojnë të mos përdorni kuti metalike, kapakë ose kanaçe për ruajtjen e saldimeve. Saldimet mund të ngjiten në metal - si rezultat, në muret shfaqet një rrëmujë kolofon, e cila nuk do të jetë shumë e rehatshme për të punuar.
Lidhjet e brumit karakterizohen nga fakti se ato krijojnë qepje me rezistencë të lartë. Në punën e instalimit të radios ato përdoren shumë më rrallë se ato të shkrirë. Për më tepër, mund të dallohen dy nëngrupe të lidhësve të fortë - bakër-zink dhe argjend.
Të parat përdoren për bashkimin e bronzit, çelikut, bronzit dhe metaleve të tjera me pikë shkrirjeje të lartë. Është interesante se ngjyra e tyre varet nga përqindja e përmbajtjes së zinkut. Dhe pika e shkrirjes së, të themi, saldimit PMC-42 është 830 ℃.
Saldimet prej argjendi janë ndoshta edhe më të qëndrueshme. Ato përdoren kryesisht për bashkimin e produkteve të bakrit-tunxhit dhe argjendit. Temperatura e shkrirjes së saldimeve të tilla është në rangun nga 720 në 830 ℃. Kur punoni me materiale të tilla, përdoret një pishtar.
Shkrirja e materialeve të ndryshme
Mjeshtri mund të ketë nevojë të bashkojë bakër - për shembull, ne po flasim për tuba ngrohjeje ose produkte të tjera të bëra nga ky metal me ngjyra.
Ju mund të punoni me një hekur saldimi me bakër dhe lidhjet e tij të ndryshme duke përdorur saldime të ndryshme, të buta dhe të forta. Në të njëjtën kohë, temperatura e bashkimit të elementeve të bakrit me lidhës të butë është 250-300 ℃, dhe me lidhës të fortë - 700-900 ℃.

Cila duhet të jetë temperatura e majës së saldimit nëse keni nevojë të bashkoni, të themi, produkte polipropileni? Në këtë rast, temperatura optimale do të jetë +260 ℃, dhe diapazoni i lejueshëm i kushtëzuar është nga +255 në +280 ℃.
Por vlen të përmendet se nëse e mbinxehni hekurin e saldimit mbi 271 ℃ dhe zvogëloni kohën e ngrohjes së mjetit, sipërfaqja e zonës së saldimit do të ngrohet shumë më tepër se brenda. Kjo do të thotë që filmi mbyllës që rezulton do të jetë shumë i hollë.
Pajisje të dobishme matëse
Praktika tregon se nëse temperatura e majës së saldimit të përdorur zgjidhet saktë, atëherë, kur të ftohet, zona e saldimit do të ketë një shkëlqim karakteristik të pasqyrës.
 Në të kundërt, poroziteti dhe zbehja e zonës së saldimit tregon se procedura nuk është kryer shumë mirë.
Në të kundërt, poroziteti dhe zbehja e zonës së saldimit tregon se procedura nuk është kryer shumë mirë.
Është mjaft e mundur të zbulohet eksperimentalisht temperatura optimale e shkrirjes. Kjo kërkon rregullatorë të veçantë të ngrohjes të hekurit të saldimit (transformatorë laboratorikë). Sidoqoftë, ekziston një mënyrë më e lehtë për të rregulluar temperaturën - ndryshoni gjatësinë e majës.
Por kjo metodë është ndoshta e rëndësishme vetëm për pajisjet e saldimit të bëra në shtëpi. Në çdo rast, mjeshtri ka mundësinë të zbulojë paraprakisht se në cilën temperaturë ose në cilën gjatësi të majës saldimi duket të ketë një shkëlqim pasqyre.
Të armatosur me këtë njohuri, ju mund të filloni një punë të vërtetë të përgjegjshme.

Nëse keni mundësi financiare, ia vlen të blini një termometër (sensor) të veçantë për saldimin, i cili mat dhe kalibron temperaturën e funksionimit të mjetit.
Tani ka mjaft sensorë të tillë. Dhe nuk do të jetë e vështirë për këdo që dëshiron të blejë modelin e dëshiruar online ose offline. Ata matin shpejt dhe me saktësi temperaturën e një maje saldimi duke përdorur një termoelement (konvertues termoelektrik).
Kur zgjidhni një termometër të tillë, duhet t'i kushtoni vëmendje karakteristikave të tilla si rezolucioni, diapazoni i matjes (për shembull, mund të jetë nga 0 në 700 ℃), saktësinë, dimensionet dhe burimet e mundshme të energjisë.
Megjithatë, thjesht matja e temperaturës nuk mjafton. Është e rëndësishme që hekuri i saldimit ta mbajë atë të pandryshuar gjatë rritjeve të mundshme të energjisë në rrjet - domethënë, nevojitet një stabilizues i veçantë.
Ju mund ta bëni vetë një pajisje të tillë - ka diagrame mjaft të thjeshta të disponueshme në domenin publik. Përveç kësaj, tani ka pranga saldimi dhe stacione saldimi me një stabilizues të integruar.
Dhe shumë stacione saldimi profesionale ju lejojnë të vendosni me saktësi temperaturën dhe mënyrën e dëshiruar të saldimit duke shtypur thjesht butonat ose duke rrotulluar një çelës çelësi. Kjo thjeshton shumë procesin e punës dhe ju lejon të jeni gjithmonë të sigurt për një rezultat të mirë.
svaring.com
TOP 5 hekurat e saldimit për bashkimin e mikroqarqeve dhe komponentëve të radios
Saldimi është një pjesë integrale e riparimit dhe krijimit të pajisjeve IC. Ky është një proces mjaft kompleks që kërkon pajisje speciale, pasi përfshin punën me pjesë mjaft të vogla. Një hekur saldimi për mikroqarqet është dukshëm i ndryshëm nga ai i nevojshëm për saldimin e telave. Dimensionet e tij janë dukshëm më të vogla se modelet e mëdha për operacione të zakonshme, dhe maja gjithashtu ka një mprehje të imët. Mund të ketë opsione me lloje të veçanta mprehje, të cilat janë krijuar kryesisht për shkrirje.
Një hekur saldimi elektrik për mikroqarqet është një mjet i nevojshëm për një riparues dhe entuziast të pajisjeve radio. Modelet mund të jenë në segmente të ndryshme çmimesh me karakteristika të ndryshme. Në çdo rast, do të jetë një mjet dore që do t'ju lejojë të aplikoni një shtresë të hollë saldimi dhe të ngrohni pjesët për t'i bashkuar dhe shkëputur ato nga qarku. Shumë varietete janë me profil të ngushtë dhe të destinuara për një lloj pune.
Karakteristikat e hekurave të saldimit për mikroqarqe
Një nga karakteristikat kryesore të modeleve të tilla është forma e majës. Maja është mjeti kryesor i punës. Në varësi të formës dhe veçorive të tjera, mund të kuptoni saktësisht se si do të funksionojë pajisja dhe për çfarë qëllimi është menduar. Forma nuk është parametri i vetëm që e bën një hekur saldimi elektronik të dallohet nga pjesa tjetër. Madhësia bëhet një faktor tjetër që e veçon këtë lloj pajisjeje nga pjesa tjetër. Një hekur i vogël saldimi për mikroqarqet ju lejon të kryeni operacione bazë për të punuar me ta, ndërsa modelet e mëdha standarde janë mjaft të papërpunuara për një punë të tillë. Kjo gjithashtu ndikon në fuqinë e produktit. Për çdo lloj pune, fuqia duhet të jetë e përshtatshme në mënyrë që të jetë e mjaftueshme për të shkrirë kontaktet, por në mënyrë që hekuri i saldimit të mos djegë asgjë.
Llojet e saldimeve për elektronikë
Dallimi kryesor që ndihmon në ndarjen e hekurave të saldimit elektronik në lloje është lloji i elementit ngrohës që ata përdorin. Kohët e fundit, teknologjia e prodhimit ka bërë të mundur prodhimin e shumë varieteteve që ndryshojnë nga njëra-tjetra në karakteristika.
Nikrom
Elementi kryesor i ngrohjes në pranga të tilla saldimi është teli nikrom. Materiali përcjell mirë impulset elektrike, gjë që lejon që maja të nxehet në temperaturën e dëshiruar mjaft shpejt. Modelet e thjeshta kanë një spirale që është e mbështjellë rreth një trupi që nuk përcjell elektricitet. Për të parandaluar që teli të humbasë nxehtësinë, ai vendoset në izolatorë. Modele të tilla përdoren më shpesh në përdorime joprofesionale shtëpiake.
Të metat:
- Një hekur saldimi për komponentët e radios me një element ngrohje nikrom kërkon një kohë të gjatë për t'u ngrohur;
- Spiralja digjet shpejt dhe duhet të zëvendësohet.
Përparësitë:
- Lehtë për t'u përdorur;
- Mospërfillje ndaj faktorëve të jashtëm;
- Rezistencë e lartë ndaj ndikimit.
Qeramike
Një hekur saldimi për bashkimin e mikroqarqeve telefonike me elemente ngrohëse qeramike përdor shufra speciale që lidhen me kontaktet që sigurojnë tension. Për shkak të efektit të tensionit, qeramika nxehet në temperaturën e dëshiruar.
Përparësitë:
- Një hekur saldimi i hollë për mikroqarqet qeramike ka një jetë të gjatë shërbimi;
- Nxehet shpejt në temperaturën e dëshiruar.
Të metat
- Ndjeshmëri e lartë ndaj dëmtimeve mekanike;
- Maja nuk mund të zëvendësohet nëse është dëmtuar në asnjë mënyrë.
Induksioni
Hekuri i saldimit me vend të tipit induksion ka të gjitha cilësitë e nevojshme për saldimin e mikroqarqeve. Ai përmban një shtresë ferromagnetike, e cila siguron formimin e një fushe magnetike në majë, dhe gjithashtu ka një spirale induktore. E veçanta e saj është se kur arrihet temperatura maksimale, ngrohja ndalon. Kur temperatura fillon të bjerë, furnizimi me energji elektrike rikthehet. Kjo është për shkak të vetive ferromagnetike të veshjes.
Përparësitë:
- Disponueshmëria e ngrohjes automatike;
- Kursim energjie;
- Lehtësinë e përdorimit.
Të metat
- Për të zgjedhur temperaturën optimale të ngrohjes, duhet të ndryshoni majat, pasi ky parametër ruhet sipas pikës Curie.
Pulsi
Dallimi kryesor i këtij modeli është prania e një gjeneratori të frekuencës, i cili ka një transformator të integruar me frekuencë të lartë. Në fillim frekuenca rritet, por pas njëfarë kohe zvogëlohet në vlerën e funksionimit. Maja këtu është pjesë e qarkut elektrik. Është i lidhur me kolektorët aktualë të mbështjelljes dytësore. Kjo siguron kalimin e rrymave të mëdha përmes dredha-dredha dhe jep kohën më të shkurtër të ngrohjes. Funksioni i ngrohjes ndizet kur shtypet butoni përkatës në hekurin e saldimit. Nëse e lëshoni, pajisja ftohet.
Përparësitë:
- Një hekur i mirë saldimi për mikroqarqet nxehet pothuajse menjëherë;
- Përdorim i gjithanshëm si për pjesët e mëdha ashtu edhe për ato të vogla.
Të metat:
- Një hekur saldimi me puls për bashkimin e mikroqarqeve nuk mund të përdoret për funksionim afatgjatë.
Karakteristikat e modeleve të njohura
Maja e saldimit IC nuk është e vetmja gjë që duhet t'i kushtoni vëmendje. Këtu janë karakteristikat kryesore të modeleve më të njohura të përdorura për të punuar me mikroqarqe.
Kërkesat për hekurat e saldimit për komponentët e radios
Mesatarisht, fuqia e hekurit të saldimit duhet të jetë rreth 10 W. Sa më i vogël të jetë ky parametër, aq më e madhe është mundësia për të mbajtur radioelementet të sigurt dhe të shëndoshë. Nuk rekomandohet përdorimi i mjeteve shumë të fuqishme, kështu që një nga kërkesat kryesore është një përzgjedhje e arsyeshme e parametrave në lidhje me punën për të cilën do të përdoret pajisja. Fuqia e një saldimi për saldimin e mikroqarqeve mund të arrijë deri në 40 W, por profesionistët punojnë edhe me një saldim 4 W kur bëhet fjalë për pjesë veçanërisht të vogla.
Thithja duhet të jetë e fortë dhe e lehtë për t'u pastruar. Si rregull, këto janë produkte mjaft të hollë, kështu që prania e materialit të fortë është një parakusht për performancën afatgjatë. Këtu përdoren shpesh materiale majë që gjenden rrallë në saldimet e mëdha, gjë që është pikërisht për shkak të këtyre kërkesave.
Prania e funksioneve shtesë, butonave të mbylljes të vendosura në trup, veshjeve speciale dhe gjërave të tjera përcaktohet nga zona për të cilën është menduar hekuri i saldimit. Çdo gjë që do të lehtësojë punën e shtesave të mësipërme në një mjedis të caktuar do të jetë e detyrueshme për modele specifike ku ky funksion është i kërkuar.
Kjo vlen kryesisht për pajisjet profesionale, pasi pajisjet shtëpiake do të jenë shumë më të thjeshta.”
Si të zgjidhni një hekur të mirë saldimi?
Kur mendoni se si të zgjidhni një hekur saldimi për mikroqarqet, duhet të studioni me kujdes parametrat e mëposhtëm të pajisjes:
- Fuqia. Sa më e ulët të jetë fuqia e produktit, aq më e lehtë do të jetë puna, pasi në temperatura të larta ekziston rreziku i mbinxehjes së qarkut. 10 W është vlera optimale për punë.
- Tensioni. Shpesh, një tension prej 220 V mund të dëmtojë një mikroqark standard. Saldimet kanë një furnizim të integruar me energji që zvogëlon tensionin në 36 V ose edhe 12 V. Kështu, zgjidhja më e mirë do të ishin pajisjet me një furnizim të tillë energjie.
- Trashësia e majës. Zonat e saldimit mund të jenë të dhjetat e milimetrit në madhësi. Këtu janë të përshtatshme majat në formë koni, trashësia e të cilave është 1 milimetër ose më pak, gjë që mund të varet nga mprehja.
- Termostat. Për shumë modele, prania e një termostati është një shtesë e këndshme. Është shumë e rëndësishme të ruani vazhdimisht të njëjtën temperaturë gjatë funksionimit. Ky suplement ndihmon në arritjen e rezultatit të dëshiruar.
Prodhuesit
Në tregun modern të produkteve mund të gjeni produkte nga prodhuesit e mëposhtëm:
- Reksant;
- Matricë;
- Sparta;
- Topex;
- Epo.
konkluzioni
Saldimet për saldimin e mikroqarqeve janë pajisje me profil të ngushtë, por ky profil është shumë i përhapur. Specialistët e riparimit, entuziastët e elektronikës dhe njerëzit që bashkojnë vetë mikroqarqet nuk mund të bëjnë pa një saldim të mirë të specializuar. Shumëllojshmëria e produkteve në treg me parametra të ndryshëm vetëm sa konfirmon kërkesën për këtë zonë.
svarkaipayka.ru
çfarë është e dobishme të dini për procedurën?
Temperatura e saldimit - pikë e rëndësishme në punën e saldatorit, nga i cili varet cilësia e lidhjes metalike. Ky tregues duhet të jetë më i lartë se treguesi i ngjashëm i shkrirjes së plotë të tinolit. Në disa raste, treguesi mund të jetë midis linjës liquidus dhe linjës solidus.
Bazuar në teori, saldimi duhet të shkrihet plotësisht para se të mbushë boshllëkun dhe të shpërndahet në bashkim nën ndikimin e forcave kapilare. Në këtë drejtim, temperatura e lëngut të tinolit mund të jetë më e ulëta e përdorur për një procedurë të tillë si saldimi në temperaturë të lartë. Nga ana tjetër, të gjitha pjesët duhet të nxehen në këtë temperaturë ose më të lartë.

Nuk mund të jeni të sigurt që të gjitha pjesët e brendshme dhe të jashtme të pjesëve nxehen vetëm në një temperaturë të caktuar. Shkalla e ngrohjes, vendndodhja, masa e pjesëve metalike, si dhe koeficienti i zgjerimit termik të metalit që bashkohet janë të gjithë faktorë që përcaktojnë shpërndarjen e nxehtësisë në pjesë.
Në kushtet e ngrohjes së shpejtë lokale të pjesëve, shpërndarja e temperaturës është e pabarabartë, temperatura e sipërfaqeve të jashtme është dukshëm më e lartë se e brendshme. Gjatë ngrohjes së ngadaltë dhe shpërndarjes uniforme të nxehtësisë, shpërndarja e energjisë termike në bashkimin e saldimit bëhet më e barabartë.
Difuzioni dhe shpërbërja e tinolit gjatë saldimit
Gjatë njomjes së metalit që bashkohet me saldimin e shkrirë, mund të ndodhë shpërbërja e metalit bazë nga tinoli ose difuzioni i përbërësve të tinolit në metalin bazë. Përveç kësaj, difuzioni ka më shumë gjasa të formohet nëse tinoli dhe metali bazë janë të ngjashëm përbërje kimike.
Faktorët e mëposhtëm mund të ndikojnë në shpërbërjen dhe difuzionin:
- Temperatura e bashkimit të materialit;
- Kohëzgjatja e saldimit;
- Gjeometria e metalit që bashkohet, pasi përcakton zonën e materialit bazë të ekspozuar ndaj tinolit;
- Përbërje kimike.
Në raste të rralla, gjatë saldimit, për shkak të difuzionit lokal të tinolit midis kokrrizave të materialit bazë, ndodh përhapja e materialit, në varësi të sforcimeve të brendshme. Difuzioni i tepërt i tinolit në metalin bazë ka të ngjarë të ndikojë në vetitë mekanike dhe fizike të metalit.
Kështu, pjesët e holla të materialit bazë janë zona më e cenueshme e bashkimit të saldimit. Në këtë vend, për shkak të erozionit, mund të formohen lavamanë. Vlen të përmendet se shpërbërja e metalit bazë me tinol ndryshon temperaturën e tij të lëngshme, duke çuar kështu në mbushje të pamjaftueshme të hendekut midis pjesëve.
Për të reduktuar difuzionin ose shpërbërjen, ekzistojnë disa lidhje që përdoren si tinole. Saldimet fitojnë një qëndrueshmëri të lëngshme kur temperatura arrin nën temperaturën efektive të lëngut. Falë saldimit të kësaj përbërje, saldimi në temperaturë të lartë kryhet me sukses edhe në ato rrethana kur temperatura e lidhjes metalike nuk ka arritur në vijën e lëngut.
Temperatura e lidhjes së komponentit SMD
Ngrohja e poshtme bën të mundur reduktimin e transferimit të nxehtësisë nga komponenti në tabelën SMD, duke ulur kështu temperaturën e kërkuar të mjetit të saldimit. Kur përdorni metodat e ajrit për zëvendësimin e komponentëve, ngrohja e poshtme mund të zvogëlojë ose eliminojë plotësisht deformimin e tabelës SMD, e cila mund të ndodhë për shkak të ngrohjes së njëanshme nga ajri i nxehtë.
Për më tepër, bordet e qarkut të printuar të prodhuara në qeramikë kërkojnë ngrohje paraprake të butë përpara procedurës së saldimit për shkak të ndjeshmërisë së këtyre materialeve ndaj ndryshimeve të temperaturës.
Bazuar në metodën e furnizimit me energji termike, mund të dallojmë ngrohëset e poshtme me infra të kuqe dhe me konvekcion. Pajisjet e para shpesh përbëhen nga disa llamba kuarci, të cilat kanë një shkëlqim të theksuar të kuq. Sa i përket pajisjeve të konvekcionit, ato mund të punojnë duke përdorur konvekcionin e detyruar.
Komponentët SMD në shqyrtim janë mjaft të brishtë dhe në kushtet e paqëndrueshmërisë së dridhjeve (goditjet mekanike) ato mund të plasariten. Një tjetër disavantazh i përbërësve SMD është intoleranca e tyre ndaj mbinxehjes gjatë saldimit, gjë që shpesh shkakton mikroçarje që janë pothuajse të pamundura për t'u vërejtur. Gjëja më e pakëndshme, ndoshta, në këtë çështje është që të mësoni për çarje në përbërësit SMD gjatë funksionimit. Ju mund të kontrolloni për çarje në pjesët SMD duke përdorur një multimetër të zakonshëm.
Kështu, ju mund të lidhni pjesë SMD duke përdorur një stacion saldimi, si dhe një hekur saldimi. Një pjesë e caktuar e saldatorëve pretendojnë se është më e lehtë të bashkohen komponentët duke përdorur një stacion saldimi me një temperaturë të stabilizuar. Sidoqoftë, nëse nuk ka stacion saldimi, mund ta zgjidhni problemin duke përdorur një hekur saldimi, duke e ndezur atë duke përdorur rregullatorin. Vlen të përmendet se pa një rregullator në një hekur saldimi konvencional, temperatura e majës së saj (maja) arrin një temperaturë prej 400 gradë. Treguesi C. kur punoni me komponentë SMD duhet të jetë 260-270 g. ME.
Temperatura optimale e ngrohjes së një maje saldimi, si dhe fuqia e kërkuar gjatë saldimit manual, janë tregues që varen nga veçoritë e projektimit të saldatorit dhe nga detyra që ai kryen. Kur punoni me lidhës tuba pa plumb, të cilët kanë një pikë shkrirjeje rreth 217-227 gradë. C, vlera minimale e ngrohjes së majës së saldimit është 300 g. ME.

Gjatë bashkimit, është e nevojshme të shmangni në çdo mënyrë të mundshme mbinxehjen e tepërt të majës së saldimit, si dhe ekspozimin e zgjatur të majës ndaj metalit. Në shumicën e rasteve, kur punoni me saldime pa plumb dhe tinole tradicionale, është më e përshtatshme të ngrohni majën e saldimit në një temperaturë prej 315-370 gradë. ME.
Në situata të caktuara, rezultate të shkëlqyera gjatë bashkimit të komponentëve SMD mund të merren gjatë ngrohjes afatshkurtër (kohëzgjatja e ekspozimit të majës së saldimit është deri në 0,5 sekonda), si dhe kur ngrohni majën e saldimit në një vlerë nga 340 në 420 gradë. ME.
Procedura për bashkimin e komponentëve SMD
Procedura për bashkimin e komponentëve SMD:
- Së pari, hiqni një nga jastëkët e kontaktit. Për ta bërë këtë, aplikoni një sasi të mjaftueshme tinol për të formuar më tej fileton.
- Tjetra vjen instalimi i komponentit SMD në kutinë e marsheve.
- Hapi tjetër është mbajtja e komponentit SMD me piskatore, dhe në të njëjtën kohë sjellja e majës së hekurit të saldimit, duke siguruar kështu kontaktin e njëkohshëm të majës së saldimit me daljen e komponentit SMD, si dhe CP të konservuar.
- Kryeni saldim afatshkurtër për 0,5-1,5 sekonda. Për sa i përket majës së pajisjes, ajo duhet të tërhiqet.
- Më pas, kryhet saldimi në temperaturë të lartë i terminalit të dytë: duke sjellë majën e pajisjes, siguroni kontaktin e njëkohshëm të majës me terminalin dhe kutinë e marsheve.
- Më pas, nga ana e kundërt me majën e saldimit, tinoli duhet të aplikohet në një kënd prej 45 ° në kutinë e marsheve, si dhe në terminalin e komponentit.
Katër sekrete - çelësi i bashkimit të suksesshëm
Ekzistojnë katër sekrete për saldimin me cilësi të lartë dhe funksionimin e mëvonshëm afatgjatë të pjesës. Le t'i hedhim një vështrim më të afërt në to.
Bazat e një lidhjeje cilësore:
- Përdorimi i saktë i saldimit dhe fluksit në saldim;
- Pastërtia e majës së saldimit, si dhe shkalla e ngrohjes së saj;
- Pastroni sipërfaqet metalike të salduara gjatë procedurës;
- Lidhja e duhur, ngrohje e mjaftueshme zona e punës detajet.
Siç bëhet e qartë, shumë varet nga temperatura e ngrohjes së pjesëve, si dhe nga shkalla e ngrohjes së hekurit të saldimit. Ju gjithashtu duhet të dini pikën e shkrirjes së disa saldimeve prej kallaji me plumb.
Temperatura e shkrirjes së saldimeve
Njohja e komponentit teknologjik të saldimit lejon që saldimi të lidhë pjesë për një kohë të gjatë, gjë që është një cilësi e shkëlqyer për një profesionist të vërtetë. Kështu, saldimi në temperaturë të lartë do të tregojë performancë të shkëlqyer.
Artikuj të ngjashëm
goodsvarka.ru
hekur i vogël saldimi për temperaturën dhe fuqinë e saldimit
Saldimet elektrike të tipit industrial u përdorën në mënyrë aktive në industri të ndryshme në fillim të shekullit të 20-të. Kjo shpikje nga Ernst Sachs u patentua në 1921. Produktet përdoreshin si vegla dore me konsum të lartë të energjisë elektrike prej 300-500 W, me një shufër bakri masive, e cila futej në një mbajtëse cilindrike me një spirale ngrohëse. Modelet mbizotëruese ishin të tipit çekiç ose me majë gjatësore, me ngrohje deri në 470 ̊C. Këto mjete u përdorën për të kryer një sërë punësh: kallajimin e produkteve të metaleve me ngjyra. Gjatë përdorimit të grykave speciale, mbishkrimet, modelet dhe pullat u dogjën në sipërfaqe druri, produkte lëkure dhe plastike.
Pamja e jashtme mikro saldime të llojeve të ndryshme
Qëllimi dhe fushëveprimi i hekurit mikro-saldues
Me zhvillimin e industrisë elektronike, u shfaqën pjesë gjysmëpërçuese me përmasa të vogla dhe mikroqarqe të montuara në bordet e qarkut të shtypur. Për lehtësinë e instalimit të mikroqarqeve dhe komponentëve të tjerë të radios në një tabelë të qarkut të printuar, kërkohej një hekur saldimi për bashkimin e mikroqarqeve me fuqi të ulët me një majë të hollë. Për më tepër, gjatë projektimit të një hekuri të tillë saldimi, u ndoqën qëllimet e mëposhtme:
- Vendosja e shpejte ne gjendje pune;
- Konsumi i reduktuar i energjisë elektrike;
- Rritja e densitetit të lidhjes së majës me elementin ngrohës;
- Për të mos thyer kunjat e mikroqarqeve ose pjesë të tjera, ose për të dëmtuar shtigjet përçuese në tabelë, keni nevojë për një hekur të vogël saldimi, maja duhet të jetë e hollë, mjaft e fortë dhe të ruajë cilësitë e saj nën ndryshime të papritura të temperaturës.
Saldimet për mikroqarqet duhet të kryejnë bashkim të shpejtë, pasi shumë mikroqarqe dhe pjesë të tjera gjysmëpërçuese janë të ndjeshme ndaj ndryshimeve të papritura dhe temperaturave të larta, si dhe ndaj efekteve të elektricitetit statik. Gjatë ngrohjes afatgjatë, ato mund të ndryshojnë në mënyrë të pakthyeshme karakteristikat e tyre teknike ose edhe të shemben.
Për të zgjidhur këto probleme, teknologjitë moderne u përdorën për prodhimin e materialeve sintetike të instaluara në projektimin e hekurave mikro salduese të markave të ndryshme. Mikro-saldimet moderne nuk funksionojnë në modalitetin e ngrohjes konstante kur janë të pajisur me një stacion saldimi, ato ruajnë automatikisht temperaturën e kërkuar, gjë që kursen ndjeshëm energjinë dhe zgjat jetën.
Llojet e saldimeve mikro dhe tiparet e dizajnit
Ekzistojnë disa zgjidhje teknologjike për ngrohjen e një maje saldimi, të cilat kanë dallime të konsiderueshme në parimet e tyre të funksionimit dhe teknologjitë e prodhimit.
Hekur saldimi në një kristal gjysmëpërçues diamanti
Disa modele përdorin si një element ngrohës kristal gjysmëpërçues të prodhuar në mënyrë sintetike (Diamanti), madhësia e skajit të të cilit nuk është më shumë se 1 mm. Një nga linjat mbajtëse të rrymës në këtë mishërim është një shufër metalike e nxehtë e majës, sipërfaqja e së cilës është e fiksuar fort në një nga faqet e kristalit të vetëm. Linja e dytë përcjellëse është e fiksuar në faqen e kundërt të kristalit.
Dizajni i ngrohësit të hekurit të saldimit me mikro kristal
Përçuesit janë ngjitur në kristal me saldim eftektik, i përbërë nga një proporcion kompleks i disa komponentëve. Procesi i saldimit kryhet në një dhomë vakum në 1,33 x 10-2 Ra dhe një temperaturë prej 950 °C. Kjo teknologji bën të mundur arritjen e një efikasiteti të elementit ngrohës deri në 98%, ngrohja në intervalin nga 25 në 400 ̊C kryhet brenda 0,05 sekondave.
Saldim me pluhur grafit
Ky hekur saldimi IC ka pluhur grafiti si element ngrohës, i cili është i mbushur fort hapësirë e mbyllur midis shufrës së majës në qendër dhe shtresës së jashtme të gize. Ky dizajn nuk e ka të tillë efekt i shpejtë ngrohje si ajo e mëparshme, prandaj nuk mund të sigurojë një mënyrë ekonomike të konsumit të energjisë elektrike.
Mikro saldimi nikrom
Këto modele kanë një dizajn klasik - një shufër majë futet në një tub dielektrik rezistent ndaj nxehtësisë me përçueshmëri termike të rritur, dhe një spirale me tela nikrom është mbështjellë nga jashtë. Për të përqendruar nxehtësinë, teli kalon përmes izolatorëve qeramikë, kjo zvogëlon humbjen e nxehtësisë dhe mbështjellja mbulohet me një shtresë metalike.
Elemente ngrohës nikromi
Përparësitë e modeleve të tilla janë çmimi i tyre i lirë, thjeshtësia dhe forca e dizajnit, por disavantazhi është brishtësia e tyre - spiralja digjet shpejt dhe kërkon shumë kohë për t'u ngrohur. Prandaj, hekura të tilla saldimi nuk përdoren në linjat e prodhimit, është racionale përdorimi i tyre në kushte shtëpiake për punë afatshkurtër, bazuar në kriteret e çmimit dhe cilësisë.
Saldime qeramike
Elementi ngrohës qeramik i hekurit të saldimit ka një formë të hollë cilindrike dhe përmban oksid alumini, i cili e lejon atë të nxehet shpejt dhe të përballojë temperaturat e larta.
Dizajni i ngrohësit qeramik
Shufra është e mbështjellë me një pllakë laminuese rezistente ndaj nxehtësisë, mbi të cilën shtypet një spirale tungsteni me një printer. Hyrjet e kontaktit të telit janë ngjitur në skajet e spirales. E gjithë kjo futet në një tub metalik me një dorezë, telat janë ngjitur në një kordon me një lidhës të energjisë, në disa modele - në daljen e një bordi me një qark kontrolli për mënyrat e funksionimit.
Elemente ngrohëse qeramike
Grykë të ndryshme janë ngjitur në fund të shufrës qeramike për bashkimin e mikroqarqeve ose elementëve të tjerë të pllakave të qarkut të printuar.
Avantazhi i modeleve qeramike konsiderohet të jetë ngrohja e shpejtë dhe rregullimi i temperaturës, disavantazhet përfshijnë një shufër të brishtë dhe përdorimin e grykave me një diametër vrimash për të.
Mikro saldimi me induksion
Shufrat e majës së këtyre hekurave mikro-salduese janë të veshura me materiale ferromagnetike, të futura në një spirale induktore, e cila krijon një fushë magnetike nën ndikimin e kësaj fushe, një rrymë induktohet në bërthamë, duke ngrohur shufrën.
Dizajni i ngrohësit me induksion
Në temperaturën e caktuar të ngrohjes, shtresa e spërkatjes ferromagnetike humbet vetitë e saj dhe ngrohja ndalon. Kur ftohet, vetitë e shtresës ferromagnetike rikthehen dhe rryma e induksionit e ngroh përsëri shufrën. Kështu, temperatura e kërkuar e majës së saldimit ruhet.
Përparësitë e këtij lloji janë ngrohja e shpejtë dhe ruajtja automatike e stabilitetit të temperaturës së caktuar. Si disavantazh, duhet të theksohet se për çdo interval të temperaturës është e nevojshme të instaloni një majë përkatëse me një shtresë të caktuar të veshjes ferromagnetike. Pika Curie në të cilën fusha magnetike është e fikur varet nga kjo.
Kriteret e përzgjedhjes së saldatorit
Para së gjithash, ju duhet të vendosni se sa shpesh dhe çfarë lloj pune do të bëhet me këtë mjet. Për bashkimin e mikroqarqeve në bordet e qarkut të printuar, merren parasysh parametrat teknikë të mëposhtëm:
- Fuqia e rekomanduar është e ulët - 5-11 W në fuqi të ulëta, bashkimi për komponentët e radios është më i sigurt;
- Forma e majës është e një rëndësie të madhe - për saldimin e plumbave, preferohet një formë e sheshtë që ka një sipërfaqe më të madhe dhe ngroh shpejt zonat me kallaj në shtegun përçues të tabelës së qarkut të printuar. Për të bashkuar një mikroqark, ju nevojitet një majë në formë koni për të përqendruar nxehtësinë rreth njërës këmbë. Prandaj, rekomandohet të blini hekura saldimi me majë të zëvendësueshme;
Maja të shufrave të zëvendësueshme
- Për mikroqarqet e ndjeshme dhe elementë të tjerë ndaj temperaturave të larta dhe ndryshimeve të papritura në to, përdoren saldimet, të lidhura përmes një konverteri të tensionit kryhet në rangun nga 12 në 36 V.
Stacioni i saldimit
Për këtë përdoren stacionet e saldimit, ato mund të sigurojnë rregullimin e tensionit, konsumit të energjisë dhe temperaturës së ngrohjes. Në disa modele, butonat e kontrollit dhe treguesi i temperaturës janë instaluar në dorezën e hekurit të saldimit.
Përfundimi përfundimtar mund të nxirret si më poshtë: për linjat e prodhimit është e nevojshme të përdoren stacione saldimi me saldime të qëndrueshme që ndryshojnë shpejt temperaturën e ngrohjes. Modelet me një kristal diamanti ose qeramike janë ideale. Kostoja e lartë e produkteve të tilla paguhet me produktivitet të lartë. Për punën e përditshme, ka kuptim që amatorët e radios të blejnë një hekur mikro saldim qeramik ose nikrom, çmimi i tyre është shumë më i ulët. Kur bashkoni shumë, nëse ju lejojnë aftësitë tuaja financiare, mund të blini një opsion induksioni ose qeramike.
Video
elquanta.ru
Cilin hekur saldimi të zgjidhni për bashkimin e komponentëve dhe telave të radios: Modelet TOP 5
Çdo lloj saldimi është paksa i ndryshëm nga llojet e tjera, gjë që ndikon në zgjedhjen e mjetit me të cilin do të kryhen procedurat. Një saldim i mirë për saldimin e tubave mund të mos jetë i përshtatshëm për të punuar me komponentë radio. Për këtë arsye, duhet të dini se si të zgjidhni hekurin e duhur të saldimit për të punuar me mikroqarqe dhe elementë të tjerë radio. Ekzistojnë kërkesa të veçanta për karakteristikat e pajisjes, pasi një shkelje e teknologjisë mund të dëmtojë vetë pjesët. Kjo është veçanërisht e vërtetë për elementët e ndjeshëm që mund të dëmtohen nga voltazhi statik, temperatura e lartë dhe veçori të tjera të funksionimit të pajisjes.
Puna me komponentët e radios kërkon që do t'ju duhet të kryeni operacione me elementë mjaft të vegjël. Ata shkrihen shumë më shpejt dhe kërkojnë shumë më pak energji për t'u përpunuar. Kryerja e procedurave me elemente kaq delikate kërkon kujdes dhe përgatitje të veçantë. Kjo ka të bëjë jo vetëm me zgjedhjen e elementit të duhur, por edhe me aftësinë e mjeshtrit. Kjo kërkon lëvizje të sakta dhe konsideratë të të gjitha hollësive të pjesëve që përpunohen. Një mjet i mirë i përshtatshëm këtu bëhet vetëm një shtesë për të gjitha aftësitë e një specialisti. Por edhe një person i papërvojë me një hekur të veçantë saldimi për këto qëllime do ta ketë më të lehtë ta përballojë punën nëse ka një mjet të përshtatshëm.
Kërkesat për hekurat e saldimit për bashkimin e komponentëve të radios
Për të zgjedhur një hekur saldimi me cilësi të lartë për qëllime specifike, duhet të merrni parasysh të gjitha tiparet e drejtimit të zgjedhur. Puna me mikroqarqe është disi e ndryshme nga bashkimi i tubave, telave dhe kontakteve të ndryshme. E gjithë kjo shfaqet në mjetin që kërkohet për të kryer këtë procedurë.
Kur shqyrtoni opsionet se cilat hekura saldimi të zgjidhni për bashkimin e komponentëve të radios për fillestarët, duhet t'i kushtoni vëmendje kërkesave të mëposhtme:
- Forma e thumbimit. Kur punoni me pjesë të inxhinierisë radio dhe elektronike, ju nevojitet një hekur saldimi që të ketë një majë konike. Kjo formë është më e përshtatshme për të punuar me kontakte të vogla. Falë kësaj qasjeje, është shumë më e lehtë për master që të shkrijë mikroqarqet dhe t'i bashkojë ato në vendin e duhur, të cilat janë operacionet kryesore duke përdorur këtë mjet.
- Materiali i majës. Është mirë të zgjidhni modele qeramike, pasi ato ndihmojnë në mbrojtjen e produkteve të ndjeshme nga voltazhi statik. Përdoren edhe varietetet e bakrit dhe janë mjaft praktike, por duhet të punoni më me kujdes me to. Tehet qeramike pastrohen më lehtë dhe përgatiten për përdorim më shpejt.
- Rregullatori i fuqisë. Kur mendoni se cili hekur saldimi është më i mirë për të zgjedhur, duhet t'i kushtoni vëmendje modeleve moderne me një rregullator të energjisë. Kjo ju lejon të zgjidhni karakteristikat e nevojshme të mjetit për një lloj pune të veçantë. Falë kësaj, ju mund të kryeni shumë lloje procedurash me një hekur saldimi.
- Madhësi kompakte. Modelet e vogla janë shumë më të lehta për t'u kontrolluar kur punoni me mikroqarqe. Majat e trasha, edhe nëse kanë formën e dëshiruar, nuk do të lejojnë punë delikate. Prandaj, do të jetë një model i vogël, i lehtë me një majë të hollë opsion i shkëlqyer zgjedhje.
- Disponueshmëria e butonave shtesë. Butonat për rritjen e temperaturës së saldimit, të cilat gjenden në modelet e pulsit, si dhe në varietete të tjera. Ato ndihmojnë në kursimin e energjisë gjatë punës.
Dizajni i saldimit për komponentët e radios
Para se të vendosni se cilin hekur saldimi të zgjidhni për bashkimin e telave në radio elektronike, duhet të kuptoni modelin e tij. Elementet kryesore të mjetit përfshijnë:
- Sting;
- Kernel;
- Ngrohës;
- Mbajtëse;
- Kordoni dhe priza elektrike;
- Transformator;
- Një konvertues frekuence;
- Rregullator i fuqisë;
- Butoni i kontrollit.
Në varësi të modelit specifik, numri i elementeve strukturorë mund të ndryshojë. Kur zgjidhni, duhet t'i kushtoni vëmendje përputhshmërisë së parametrave të secilit element me kërkesat e deklaruara.
Karakteristikat e zgjedhjes së një hekuri saldimi
Natyrisht, modelet më cilësore dhe më të përshtatshme do të kushtojnë dukshëm më të larta se ato të zakonshme shtëpiake. Prandaj, është e rëndësishme të përcaktohen qëllimet e aplikimit. Kur vendosni se cilin hekur saldimi të zgjidhni për bashkimin e komponentëve të radios, duhet t'i kushtoni vëmendje llojit të ngrohësit. Sipas këtij parametri, pajisjet ndahen në:
- Gazi. Më e përshtatshme për saldimin e telave kutitë e shpërndarjes. Ata mund të punojnë në mënyrë autonome pa u lidhur me një burim energjie. Përveç saldimit, mjeti mund të përdoret si një armë për tkurrjen e nxehtësisë. Problemi kryesor i punës me to është lëshimi i gazrave të dëmshëm në atmosferë, si dhe vështirësia e punës me mikroqarqe të vogla.
- elektrike. Këto modele janë më të përshtatshme për bashkimin e mikroqarqeve, dhe jo vetëm për telat. Këtu mund të gjeni modele të thjeshta spirale të lira që kërkojnë shumë kohë për t'u ngrohur, por janë të shkëlqyera për fillestarët. Ka edhe modele qeramike me ngrohje të shpejtë, por ato rezultojnë të jenë shumë të brishta dhe në praktikë shpesh prishen. Ato me puls janë më të shtrenjtat, por janë të specializuara për të punuar me mikroqarqe dhe nxehen shpejt.
Nëse marrim parasysh se si të zgjidhni një hekur saldimi për bashkimin e komponentëve të radios, atëherë duhet të përqendroheni në parametrat e mëposhtëm:
- 100 W e lart – modelet nuk duhet të përdoren për punë në këtë zonë;
- 60-100 W - pajisjet mund të përdoren për bashkimin e telave, por elementët e tjerë të radios nuk mund të bashkohen me to;
- 20-50 W - i përshtatshëm për bashkimin e elementeve të radios në shtëpi, por kur bëhet fjalë për punë delikate me pjesë të vogla, mund të shfaqen vështirësi;
- 10 W ose më pak - ky opsion përdoret kryesisht kur punoni me mikroqarqe dhe nuk është i përshtatshëm për kontakte më të trasha.
Saldimet me puls janë të specializuara për punë në këtë fushë dhe shpesh kanë parametra të optimizuar për të, gjë që thjeshton shumë zgjedhjen si për përdorim shtëpiak ashtu edhe për atë profesional.”
Top 5 modelet më të mira të saldimeve për komponentët e radios
Kur të kuptoni se cilin hekur saldimi të zgjidhni për bashkimin e mikroqarqeve, duhet t'i kushtoni vëmendje këtyre modeleve specifike:
- Baku bk-456 - model me fuqi deri në 40 W. Temperatura e ngrohjes është deri në 450 gradë Celsius. Ekziston një kontrollues i integruar i temperaturës.
- TLW 500W është një saldim i fuqishëm me një element ngrohës nikrom.
- AOYUE 3211 është një model me ngrohës qeramike. Fuqia maksimale është deri në 80 W. Ka ngrohje të shpejtë. Ka ndriçim LED shtesë.
- ZD 416G është një model me ngrohje të shpejtë. Fuqia maksimale këtu është 25 W. E shkëlqyeshme për të punuar me mikroqarqe.
- Intertool RT2001 është një model pulsi me një transformator të integruar. Fuqia maksimale arrin 100 W. Përdoret kryesisht për çmontimin e elementeve.
Prodhuesit
Ndër prodhuesit e njohur janë markat e mëposhtme:
- Stor;
- AOYUE;
- Intertool;
- Mega;
- Baku;
- Mjete mjeshtërore.
konkluzioni
Puna me radioelemente është mjaft specifike. Jo të gjitha modelet e thjeshta të saldimit mund të jenë të përshtatshme për këtë, edhe nëse mjeshtri ka përvojë përkatëse. Bashkimi i mikroqarqeve është në kërkesë, kështu që në treg mund të zgjidhni modele që janë të përshtatshme për çmimin dhe parametrat e tjerë. Por ia vlen të kujtojmë se cilësia e punës ndikohet jo vetëm nga mjeti, por edhe nga përvoja e mjeshtrit.
svarkaipayka.ru
Çfarë lloj saldimi nevojitet për bashkimin e mikroqarqeve: teknologjia e saldimit
Në radio elektronike, shpesh ndodh që të ketë nevojë për të kryer punë të vogla riparimi dhe restaurimi, ku mjeshtri përballet me detyrën se çfarë lloj saldimi nevojitet për bashkimin e mikroqarqeve. Dallimi kryesor midis pajisjes dhe asaj standarde është maja e saj mjaft e hollë. Duke përdorur dizajnin unik dhe specifik të hekurit të saldimit, ju mund të lidhni telat më të hollë në mënyrë mjaft të sigurt dhe efikase pa dëmtuar bazën strukturore të mikroqarkut. Çfarë ju nevojitet për të bashkuar një mikroqark me një hekur saldimi, para së gjithash, para se të zgjidhni një pajisje, studioni me kujdes tiparet e projektimit teknik të strukturës së saldimit. Pajisja duhet të ketë një majë të hollë, si dhe aftësinë për të rregulluar temperaturën gjatë funksionimit.
Karakteristikat e karakteristikave teknike të hekurit të saldimit
Ju ftojmë të njiheni me kërkesat dhe kriteret bazë për zgjedhjen e hekurave të saldimit për të siguruar punë profesionale dhe bizhuteri në mikroqarqet e saldimit, si dhe me bizhuteri dhe objekte të çmuara. Ne do t'ju ndihmojmë të mësoni teknologjinë e bashkimit të një saldimi, si dhe një numër nuancash teknike.
- Në një masë dhe masë më të madhe, zgjidhja e projektimit të elementit të ngrohjes është e një rëndësie dytësore për master. Specialisti do të duhet të zgjedhë një pajisje bazuar në kriteret e përgjithshme për të punuar me mikroqarqe. Duke zgjedhur saldatorët me spirale, do të keni një periudhë të gjatë nxehjeje të pajisjes dhe ftohje të ngadaltë më pas. Saldimet qeramike janë të shpejta, por ekziston rreziku i dëmtimit mekanik, gjë që nuk është e mirë për trupin e mikroqarkut. Në këtë situatë, teknikut rekomandohet të zgjedhë një hekur saldimi që ka një bazë spirale. Kështu, ju mund të arrini punë precize pa dëmtuar bazën e mikroqarkut.
- Parametrat e fuqisë. Tani ju duhet të zgjidhni problemin se sa fuqi nevojitet një hekur saldimi për bashkimin e mikroqarqeve. Ekspertët rekomandojnë një pajisje me fuqi të ulët, jo më shumë se 10 W. Mos harroni, sa më i ulët të jetë ky tregues, aq më mirë dhe më efikase do të jetë puna gjatë procesit të saldimit. Nëse jeni një specialist me përvojë, atëherë një hekur saldimi i fuqishëm me një vendosje fuqie prej 10 volt është i përshtatshëm për mjeshtrit më pak me përvojë, një fuqi prej 4 volt do të jetë treguesi më i mirë. Një hekur saldimi me fuqi të ulët zvogëlon rrezikun e dëmtimit dhe siguron cilësinë dhe besueshmërinë minimale të kërkuar të telave lidhës në një mikroqark. Mund t'ju duhet vetëm një hekur saldimi me shkallë të lartë të fuqisë nëse mikroqarku ka dështuar plotësisht dhe ju duhet të bashkoni telat. Për të riparuar zonat e dëmtuara shumë, është i përshtatshëm një majë në formë tehe, e cila ngroh disa tela në të njëjtën kohë. Në përgjithësi, opsioni më i mirë për përcaktimin e fuqisë së një pajisjeje është të zgjidhni një mjet që ka disa mënyra të kontrollit të temperaturës.
- Nëse dëshironi të dini se si të bashkoni siç duhet mikroqarqet me një hekur saldimi, ju lutemi vini re se pajisja mini nuk duhet të ketë rrymë të lartë, përndryshe ekziston rreziku i bashkimit me cilësi të dobët. Nëse përdorim një rrjet tradicional 220 volt, atëherë ekziston mundësia për të marrë ndërhyrje shtrembëruese dhe kështu mikroqarku do të dëmtohet rëndë. Opsioni më i mirë Do të përdoren saldime me tension 36 volt ose 12 volt. Sot, prodhuesit pajisin pajisjet me njësi që ulin tensionin duke i kthyer ato në rrjet.
- Dizajni i majës. Kjo është një rrjedhë e rëndësishme pune për kryerjen e një pune cilësore saldimi. Si të punoni me një hekur saldimi, duke zgjedhur mënyrën optimale të majës në këtë rast, një model majë me një diametër jo më shumë se 3 mm është i përshtatshëm. Nëse merrni një majë më shumë se 3 mm, atëherë nuk do të jeni gjithmonë në gjendje t'i lidhni telat në mënyrë efikase, pasi distanca midis kontakteve është aq e vogël sa edhe 3 mm do të jetë shumë, kështu që do t'ju duhet vetëm të zgjidhni në mënyrë empirike Parametri i kërkuar i majës kur zgjidh problemin se si të bashkohen saktë pllakat e hekurit të saldimit. Shumica e prodhuesve ofrojnë një çantë saldimi me disa lloje majash, si rregull, grupi përfshin 2 lloje majash me diametra të ndryshëm;
- Parametri i rezistencës ndaj thumbimit. Kjo është një pikë e rëndësishme në rrjedhën e punës për përgatitjen e hekurit të saldimit për përdorim. Sigurisht, zgjedhja më e mirë dhe e saktë do të ishte një material rezistent ndaj nxehtësisë, por mjeshtri do të duhet të bëjë një zgjedhje midis çmimit dhe cilësisë. Kërkoni ndihmë nga specialistë dhe merrni ndihmë në zgjedhjen e pajisjes së nevojshme për të punuar me mikroqarqe.
Të gjitha saldimet dhe kërkesat e mësipërme janë paraqitur ekskluzivisht për saldimin e mikroqarqeve që kanë priza planare. Kjo do të thotë, këmbët ekzistuese janë të vendosura në anët e trupit kryesor. Më tej, për bashkimin e mikroqarqeve BGA, është e nevojshme të merret parasysh që kontaktet janë të vendosura nën strehët e elementëve kryesorë strukturorë, kështu që saldimet e zakonshme nuk janë të përshtatshme, dhe këtu është e nevojshme të përdoren pajisje më komplekse dhe të shtrenjta.
Stacionet e saldimit - a ia vlen të zgjidhni pajisje për bashkimin e mikroqarqeve?
Disa njerëz besojnë se stacionet e saldimit janë ato që ju nevojiten për bashkimin e mikroqarqeve. Në pjesën më të madhe, mendime të tilla kanë arsye për të thënë se cilësia e saldimit do të jetë në një nivel mjaft të lartë të performancës. Stacionet e saldimit janë të pajisura me gjithçka të nevojshme, ku cilësia e punës do të jetë shumë e lartë, dhe efikasiteti i mikroqarqeve të saldimit do të jetë mjaft i pranueshëm. Megjithatë, ekziston një gjë, dhe kjo është kostoja e lartë e pajisjeve. Nëse planifikoni të riparoni mikroqarqet në shtëpi, atëherë thjesht duhet të blini një hekur saldimi të thjeshtë, i cili do t'ju duhet herë pas here. Nëse po planifikoni të zhvilloni një biznes për riparimin e çipave dhe keni një cikël të vazhdueshëm të punës riparimi, në këtë rast një stacion i fuqishëm saldimi me karakteristika moderne do t'ju ndihmojë.
Pajisje opsionale
Për të siguruar bashkim me cilësi të lartë të mikroqarqeve komplekse në radio elektronike, është e nevojshme të përdoren jo vetëm pajisje speciale, por edhe pajisje dhe aparate shtesë. Si të tilla përdoren këto:
- Piskatore teknologjike (të shitura në dyqane speciale) janë të nevojshme për tërheqjen dhe ruajtjen e kontakteve.
- Prerëset miniaturë të telit janë të nevojshëm për heqjen e izolimit dhe telave me defekt.
- Një skedar gjilpëre ose skedar i vogël është i nevojshëm për të hequr majën, domethënë për pastrim dhe kallaj.
- Dizajni i zbrazët i lojës, me një fund të mprehtë të prerë (mund të jetë nga një shiringë), për të siguruar aplikimin e fluksit në sipërfaqe.
- Një fëndyell teknike me një majë të mprehtë.
- Thika është e mprehtë, mund të përdorni një version të rregullt shkrimi.
Për më tepër, është e nevojshme të sigurohet komoditeti dhe komoditeti i përdorimit të vendit të punës. Ne do ta përdorim patjetër sistemi i cilësisë ndriçimi, ku prania e një llambë të fuqishme do të jetë një kriter i detyrueshëm për cilësinë e punës. Mos harroni të ventiloni dhomën, dhe gjithashtu të respektoni kërkesat minimale të nevojshme për sigurinë elektrike dhe sigurinë nga zjarri. Ekzistojnë opsione të ndryshme për saldimet në treg, duke filluar nga ato më të lira të prodhuara në Kinë deri te ato të besueshme dhe të qëndrueshme të prodhuara në Bashkimin Evropian. Të gjitha produktet janë të çertifikuara, kanë kaluar kontrollin minimal të kërkuar të cilësisë dhe rekomandohen për përdorim në vendet e ish-Bashkimit.
Unë isha duke ecur nëpër qytet në fundjavë, duke kërkuar për të gjitha llojet e gjërave të vogla, dola për të rimbushur stokun tim të pjesëve rezervë dhe mjeteve të improvizuara, si të thuash, dhe sapo u kujtova në një dyqan radioje se më duhej një saldim i fuqishëm me një majë të gjerë për kallajimin e pllakave të qarkut. Dyqani kishte një rresht të tërë saldime të thjeshta me një dorezë druri, të cilat janë dëshmuar shumë mirë - kjo është arsyeja pse e bleva këtë për nevojat e mia kur më duhet të ngroh plotësisht diçka në një temperaturë të lartë. Për punë më delikate, sigurisht, ju duhet një speciale .
Saldim PD-40
- Saldim PD-40 - 220V 40W.
- Temperatura e punës e majës është 380-460 gradë.
- Doreza është prej druri.


Doreza është prej druri - edhe me ngrohje të zgjatur, siç ka treguar praktika, është e rehatshme dhe nuk shkakton ngrohje veçanërisht të fortë ose ndonjë ndjesi të pakëndshme për duart.Në bazën e montimit të hekurit të ngrohësit ka një vidë për lidhjen e telit të tokëzimit.

thumboj PD-40e zevendesueshme, e gjere si kaçavide. Është fiksuar me një kapak mbrojtës dhe një rrufe duke përdorur bazën e një bashkimi bronzi në të cilin është futur një majë bakri.


Është bërë prej bakri sepse bakri është një nga përcjellësit më të mirë të nxehtësisë. Vërtetë, ajo zbehet me kalimin e kohës, por nëse është e nevojshme, maja mund të ndryshohet.

Ngrohja ndodh në elementin ngrohës, i cili ngroh majën nga brenda ndërsa kalon rryme elektrike në një spirale. Fuqia prej 40 vat është mjaft optimale dhe hekuri i saldimit nxehet mirë në vetëm disa minuta.

Gjatë përdorimit fillestar, hekuri i saldimit duhet të kallajohet: lyeni bazën e bakrit me fluks dhe kallaj. Këtë mund ta shikoni në video ku është filmuar i gjithë procesi teknologjik.
Video - kallajimi i një hekuri saldimi
Për kallaj, është mirë të përdorni një sfungjer të posaçëm për të hequr saldimin dhe peshoren e tepërt, me bazë celulozën e njomur në ujë.


Kolofon i rregullt - pishë, është më mirë të marrësh një më të errët, të llojit shufër prej kallajiPOS-61me kanal kolofon, e përdor për saldimin e elementeve.

Hekuri i saldimit është bërë sipas klasës së mbrojtjes së kategorisë së dytë, i cili nëse përdoret në mënyrë korrekte nuk do t'ju shkaktojë dëmtime.
Temperatura e saldimit është një pikë e rëndësishme në punën e saldimit, nga e cila varet cilësia e lidhjes metalike. Ky tregues duhet të jetë më i lartë se treguesi i ngjashëm i shkrirjes së plotë të tinolit. Në disa raste, treguesi mund të jetë midis linjës liquidus dhe linjës solidus.
Bazuar në teori, saldimi duhet të shkrihet plotësisht para se të mbushë boshllëkun dhe të shpërndahet në bashkim nën ndikimin e forcave kapilare. Në këtë drejtim, temperatura e lëngut të tinolit mund të jetë më e ulëta e përdorur për një procedurë të tillë si saldimi në temperaturë të lartë. Nga ana tjetër, të gjitha pjesët duhet të nxehen në këtë temperaturë ose më të lartë.
Nuk mund të jeni të sigurt që të gjitha pjesët e brendshme dhe të jashtme të pjesëve nxehen vetëm në një temperaturë të caktuar. Shkalla e ngrohjes, vendndodhja, masa e pjesëve metalike, si dhe koeficienti i zgjerimit termik të metalit që bashkohet janë të gjithë faktorë që përcaktojnë shpërndarjen e nxehtësisë në pjesë.
Në kushtet e ngrohjes së shpejtë lokale të pjesëve, shpërndarja e temperaturës është e pabarabartë, temperatura e sipërfaqeve të jashtme është dukshëm më e lartë se e brendshme. Gjatë ngrohjes së ngadaltë dhe shpërndarjes uniforme të nxehtësisë, shpërndarja e energjisë termike në bashkimin e saldimit bëhet më e barabartë.
Difuzioni dhe shpërbërja e tinolit gjatë saldimit
Gjatë njomjes së metalit që bashkohet me saldimin e shkrirë, mund të ndodhë shpërbërja e metalit bazë nga tinoli ose difuzioni i përbërësve të tinolit në metalin bazë. Përveç kësaj, difuzioni ka më shumë gjasa të formohet nëse tinoli dhe metali bazë janë të ngjashëm në përbërjen kimike.
Faktorët e mëposhtëm mund të ndikojnë në shpërbërjen dhe difuzionin:
- Temperatura e bashkimit të materialit;
- Kohëzgjatja e saldimit;
- Gjeometria e metalit që bashkohet, pasi përcakton zonën e materialit bazë të ekspozuar ndaj tinolit;
- Përbërje kimike.
Në raste të rralla, gjatë saldimit, për shkak të difuzionit lokal të tinolit midis kokrrizave të materialit bazë, ndodh përhapja e materialit, në varësi të sforcimeve të brendshme. Difuzioni i tepërt i tinolit në metalin bazë ka të ngjarë të ndikojë në vetitë mekanike dhe fizike të metalit.
Kështu, pjesët e holla të materialit bazë janë zona më e cenueshme e bashkimit të saldimit. Në këtë vend, për shkak të erozionit, mund të formohen lavamanë. Vlen të përmendet se shpërbërja e metalit bazë me tinol ndryshon temperaturën e tij të lëngshme, duke çuar kështu në mbushje të pamjaftueshme të hendekut midis pjesëve.
Për të reduktuar difuzionin ose shpërbërjen, ekzistojnë disa lidhje që përdoren si tinole. Saldimet fitojnë një qëndrueshmëri të lëngshme kur temperatura arrin nën temperaturën efektive të lëngut. Falë saldimit të kësaj përbërje, saldimi në temperaturë të lartë kryhet me sukses edhe në ato rrethana kur temperatura e lidhjes metalike nuk ka arritur në vijën e lëngut.
Temperatura e lidhjes së komponentit SMD
Ngrohja e poshtme bën të mundur reduktimin e transferimit të nxehtësisë nga komponenti në tabelën SMD, duke ulur kështu temperaturën e kërkuar të mjetit të saldimit. Kur përdorni metodat e ajrit për zëvendësimin e komponentëve, ngrohja e poshtme mund të zvogëlojë ose eliminojë plotësisht deformimin e tabelës SMD, e cila mund të ndodhë për shkak të ngrohjes së njëanshme nga ajri i nxehtë.
Për më tepër, bordet e qarkut të printuar të prodhuara në qeramikë kërkojnë ngrohje paraprake të butë përpara procedurës së saldimit për shkak të ndjeshmërisë së këtyre materialeve ndaj ndryshimeve të temperaturës.
Bazuar në metodën e furnizimit me energji termike, mund të dallojmë ngrohëset e poshtme me infra të kuqe dhe me konvekcion. Pajisjet e para shpesh përbëhen nga disa llamba kuarci, të cilat kanë një shkëlqim të theksuar të kuq. Sa i përket pajisjeve të konvekcionit, ato mund të punojnë duke përdorur konvekcionin e detyruar.
Komponentët SMD në shqyrtim janë mjaft të brishtë dhe në kushtet e paqëndrueshmërisë së dridhjeve (goditjet mekanike) ato mund të plasariten. Një tjetër disavantazh i përbërësve SMD është intoleranca e tyre ndaj mbinxehjes gjatë saldimit, gjë që shpesh shkakton mikroçarje që janë pothuajse të pamundura për t'u vërejtur. Gjëja më e pakëndshme, ndoshta, në këtë çështje është që të mësoni për çarje në përbërësit SMD gjatë funksionimit. Ju mund të kontrolloni për çarje në pjesët SMD duke përdorur një multimetër të zakonshëm.
Kështu, ju mund të lidhni pjesë SMD duke përdorur një stacion saldimi, si dhe një hekur saldimi. Një pjesë e caktuar e saldatorëve pretendojnë se është më e lehtë të bashkohen komponentët duke përdorur një stacion saldimi me një temperaturë të stabilizuar. Sidoqoftë, nëse nuk ka stacion saldimi, mund ta zgjidhni problemin duke përdorur një hekur saldimi, duke e ndezur atë duke përdorur rregullatorin. Vlen të përmendet se pa një rregullator në një hekur saldimi konvencional, temperatura e majës së saj (maja) arrin një temperaturë prej 400 gradë. Treguesi C. kur punoni me komponentë SMD duhet të jetë 260-270 g. ME.
Temperatura optimale e ngrohjes së një maje saldimi, si dhe fuqia e kërkuar gjatë saldimit manual, janë tregues që varen nga veçoritë e projektimit të saldatorit dhe nga detyra që ai kryen. Kur punoni me lidhës tuba pa plumb, të cilët kanë një pikë shkrirjeje rreth 217-227 gradë. C, vlera minimale e ngrohjes së majës së saldimit është 300 g. ME.

Gjatë bashkimit, është e nevojshme të shmangni në çdo mënyrë të mundshme mbinxehjen e tepërt të majës së saldimit, si dhe ekspozimin e zgjatur të majës ndaj metalit. Në shumicën e rasteve, kur punoni me saldime pa plumb dhe tinole tradicionale, është më e përshtatshme të ngrohni majën e saldimit në një temperaturë prej 315-370 gradë. ME.
Në situata të caktuara, rezultate të shkëlqyera gjatë bashkimit të komponentëve SMD mund të merren gjatë ngrohjes afatshkurtër (kohëzgjatja e ekspozimit të majës së saldimit është deri në 0,5 sekonda), si dhe kur ngrohni majën e saldimit në një vlerë nga 340 në 420 gradë. ME.
Procedura për bashkimin e komponentëve SMD
Procedura për bashkimin e komponentëve SMD:
- Së pari, hiqni një nga jastëkët e kontaktit. Për ta bërë këtë, aplikoni një sasi të mjaftueshme tinol për të formuar më tej fileton.
- Tjetra vjen instalimi i komponentit SMD në kutinë e marsheve.
- Hapi tjetër është mbajtja e komponentit SMD me piskatore, dhe në të njëjtën kohë sjellja e majës së hekurit të saldimit, duke siguruar kështu kontaktin e njëkohshëm të majës së saldimit me daljen e komponentit SMD, si dhe CP të konservuar.
- Kryeni saldim afatshkurtër për 0,5-1,5 sekonda. Për sa i përket majës së pajisjes, ajo duhet të tërhiqet.
- Më pas, kryhet saldimi në temperaturë të lartë i terminalit të dytë: duke sjellë majën e pajisjes, siguroni kontaktin e njëkohshëm të majës me terminalin dhe kutinë e marsheve.
- Më pas, nga ana e kundërt me majën e saldimit, tinoli duhet të aplikohet në një kënd prej 45 ° në kutinë e marsheve, si dhe në terminalin e komponentit.
Katër sekrete - çelësi i bashkimit të suksesshëm
Ekzistojnë katër sekrete për saldimin me cilësi të lartë dhe funksionimin e mëvonshëm afatgjatë të pjesës. Le t'i hedhim një vështrim më të afërt në to.
Bazat e një lidhjeje cilësore:
- Përdorimi i saktë i saldimit dhe fluksit në saldim;
- Pastërtia e majës së saldimit, si dhe shkalla e ngrohjes së saj;
- Pastroni sipërfaqet metalike të salduara gjatë procedurës;
- Lidhja e saktë, ngrohja e mjaftueshme e zonës së punës së pjesëve.
Siç bëhet e qartë, shumë varet nga temperatura e ngrohjes së pjesëve, si dhe nga shkalla e ngrohjes së hekurit të saldimit. Ju gjithashtu duhet të dini pikën e shkrirjes së disa saldimeve prej kallaji me plumb.
Temperatura e shkrirjes së saldimeve
| Shënimi saldim | Temperatura shkrirja(°C) |
| POS-90 | 222 |
| POS-60 | 190 |
| POS-50 | 222 |
| POS-40 | 235 |
| POS-30 | 256 |
| POS-18 | 277 |
| POS-4-6 | 265 |
Njohja e komponentit teknologjik të saldimit lejon që saldimi të lidhë pjesë për një kohë të gjatë, gjë që është një cilësi e shkëlqyer për një profesionist të vërtetë. Kështu, saldimi në temperaturë të lartë do të tregojë performancë të shkëlqyer.
Faqe 1
Temperatura e majës së saldimit duhet të jetë jo më shumë se 533 K.
Temperatura e majës së saldatorit duhet të jetë jo më shumë se 270 C, koha e kontaktit të plumbit duhet të jetë jo më shumë se 3 s, intervali midis bashkimit të plumbave ngjitur duhet të jetë jo më pak se 10 s, distanca nga trupi në pikën e kontaktit duhet të jetë 2 mm.
Kur bashkoni plumbat MC, temperatura e majës së saldimit duhet të jetë jo më shumë se 280 C (për një rast të tipit 4 - jo më shumë se 265 C), koha kur hekuri i saldimit prek secilën kunj duhet të jetë jo më shumë se 3 s, distanca nga pika e saldimit në trupin MC përgjatë gjatësisë së plumbit duhet të jetë jo më pak se 1 mm, intervali midis saldimit jo më i vogël se W s. Kushtet e kërkuara të temperaturës për saldim mund të arrihen duke përdorur një hekur saldimi me fuqi 50 - 60 W. Meqenëse MC-të janë të ndjeshëm ndaj elektricitetit statik, maja e hekurit të saldimit duhet të jetë e tokëzuar. Rekomandohet përdorimi i një hekuri saldimi me tension të ulët të lidhur me rrjetin elektrik përmes një transformatori me një mburojë elektrostatike midis mbështjelljes së tij parësore dhe dytësore.
Kur mikroqarku lidhet në pajisje me një hekur saldimi me një majë: temperatura e majës së saldimit nuk është më shumë se 280 C dhe më pak se 230 C; koha e prekjes për çdo kunj nuk është më shumë se 4 s; distanca nga trupi në pikën e paketimit (përgjatë gjatësisë së terminalit) është të paktën 2 5 mm; intervali midis bashkimit të terminaleve ngjitur është të paktën 10 s; Maja e hekurit të saldimit duhet të jetë e tokëzuar.
Është e nevojshme të ruhet dhe monitorohet periodikisht (çdo 152 orë) temperatura e majës së saldimit me një gabim jo më të keq se 5 C. Për më tepër, duhet të sigurohet kontrolli i kohës së kontaktit të kabllove të mikroqarkullimit me majën e saldimit. , si dhe kontrolli i distancës nga trupi i trupit deri në kufirin e saldimit përgjatë gjatësisë së kalimeve.
Kështu, gjatë zgjedhjes së llojit të saldatorit, merren parasysh dy faktorë: temperatura e majës së saldimit dhe ndryshimi midis kësaj temperature dhe temperaturës së saldimit, si dhe kohëzgjatja e kërkuar e saldimit një pikë. Ky model mbetet i njëjtë për instalimin e elementëve gjysmëpërçues, me ndryshimin e vetëm domethënës që niveli i temperaturës së shkrirjes së saldimit dhe majës duhet të jetë më i ulët, dhe koha e saldimit duhet të jetë më e shkurtër. Për të bashkuar transistorët mikrominiaturë, mund të përdoret një hekur saldimi në formën e piskatores me dy elementë ngrohës.
Saldimi i mikroqarqeve në një tabelë të qarkut të printuar në mënyrë grupore kryhet sipas mënyrës së mëposhtme: temperatura e majës së saldimit të grupit nuk është më shumë se 265 C; koha e ekspozimit ndaj kësaj temperature (njëkohësisht në të gjitha terminalet) nuk është më shumë se 3 s; distanca nga trupi në pikën e bashkimit (përgjatë gjatësisë së plumbit) është të paktën 1 mm; intervali ndërmjet dy saldimeve të përsëritura të plumbave është të paktën 5 minuta.
ME; mbajtja dhe monitorimi periodik (çdo 1 - 2 orë) i temperaturës së majës së saldimit me një gabim jo më të keq se 75 C për saldimin individual.
Lidhja e plumbave lejohet në një distancë prej të paktën 3 mm nga trupi i matricës në një temperaturë të majës së saldimit jo më të lartë se 523 K për një kohë jo më shumë se 5 s. Përkulja e plumbit lejohet në një distancë prej të paktën 3 mm nga trupi i matricës me një rreze lakimi prej të paktën 1 5 mm. Çdo kombinim dhe sekuencë e ndezjes së strukturave të tranzitorit në matricë lejohet, me kusht që RK.
Lidhja e plumbave lejohet në një distancë prej të paktën 3 mm nga trupi i matricës në një temperaturë të majës së saldimit jo më të lartë se 523 K për një kohë jo më shumë se 5 s. Përkulja e prizave lejohet në një distancë prej të paktën 3 mm nga trupi i matricës me një rreze lakimi prej të paktën 1 5 mm. Çdo kombinim dhe sekuencë e ndezjes së strukturave të tranzitorit në matricë lejohet, me kusht që PR.
Lidhja e plumbave lejohet në një distancë prej të paktën 3 mm nga trupi i matricës në një temperaturë të majës së saldimit mbi 523 K d për një periudhë jo më shumë se 5 s. Përkulja e plumbit lejohet në një distancë prej të paktën 3 mm nga trupi i matricës me një rreze lakimi prej të paktën 1 5 mm. Lejohet çdo kombinim dhe sekuencë e ndezjes së strukturave të tranzistorit në matricë, me kusht që Pk max e një strukture tranzistor të mos kalojë 0 5 W, dhe fuqia e shpërndarë nga e gjithë matrica është 0 8 V në GP 228 - - 323 K.
Saldimi duhet të bëhet në një distancë prej të paktën 5 mm nga trupi i diodës zener për jo më shumë se 3 s në një temperaturë të majës së saldimit jo më shumë se 280 C.
Saldimi duhet të kryhet në një distancë prej të paktën 5 mm nga trupi për jo më shumë se 3 s në një temperaturë të majës së saldimit jo më shumë se 280 C.
Lidhja e terminalit të anodës lejohet jo më afër se 5 mm nga trupi; koha e saldimit nuk është më shumë se 3 s në një temperaturë të majës së saldimit jo më shumë se 280 C.
Saldimi i terminalit të anodës lejohet jo më afër se 5 mm nga trupi, koha e saldimit nuk është më shumë se 3 s në një temperaturë të majës së saldimit jo më shumë se 280 C.
Faqet: 1 2 3
www.ngpedia.ru
Si të zgjidhni një temperaturë për bashkim?
Temperatura e saldimit është një pikë e rëndësishme në punën e saldimit, nga e cila varet cilësia e lidhjes metalike. Ky tregues duhet të jetë më i lartë se treguesi i ngjashëm i shkrirjes së plotë të tinolit. Në disa raste, treguesi mund të jetë midis linjës liquidus dhe linjës solidus.
Bazuar në teori, saldimi duhet të shkrihet plotësisht para se të mbushë boshllëkun dhe të shpërndahet në bashkim nën ndikimin e forcave kapilare. Në këtë drejtim, temperatura e lëngut të tinolit mund të jetë më e ulëta e përdorur për një procedurë të tillë si saldimi në temperaturë të lartë. Nga ana tjetër, të gjitha pjesët duhet të nxehen në këtë temperaturë ose më të lartë.
Nuk mund të jeni të sigurt që të gjitha pjesët e brendshme dhe të jashtme të pjesëve nxehen vetëm në një temperaturë të caktuar. Shkalla e ngrohjes, vendndodhja, masa e pjesëve metalike, si dhe koeficienti i zgjerimit termik të metalit që bashkohet janë të gjithë faktorë që përcaktojnë shpërndarjen e nxehtësisë në pjesë.
Në kushtet e ngrohjes së shpejtë lokale të pjesëve, shpërndarja e temperaturës është e pabarabartë, temperatura e sipërfaqeve të jashtme është dukshëm më e lartë se e brendshme. Gjatë ngrohjes së ngadaltë dhe shpërndarjes uniforme të nxehtësisë, shpërndarja e energjisë termike në bashkimin e saldimit bëhet më e barabartë.
Difuzioni dhe shpërbërja e tinolit gjatë saldimit
Gjatë njomjes së metalit që bashkohet me saldimin e shkrirë, mund të ndodhë shpërbërja e metalit bazë nga tinoli ose difuzioni i përbërësve të tinolit në metalin bazë. Përveç kësaj, difuzioni ka më shumë gjasa të formohet nëse tinoli dhe metali bazë janë të ngjashëm në përbërjen kimike.
Faktorët e mëposhtëm mund të ndikojnë në shpërbërjen dhe difuzionin:
- Temperatura e bashkimit të materialit;
- Kohëzgjatja e saldimit;
- Gjeometria e metalit që bashkohet, pasi përcakton zonën e materialit bazë të ekspozuar ndaj tinolit;
- Përbërje kimike.
Në raste të rralla, gjatë saldimit, për shkak të difuzionit lokal të tinolit midis kokrrizave të materialit bazë, ndodh përhapja e materialit, në varësi të sforcimeve të brendshme. Difuzioni i tepërt i tinolit në metalin bazë ka të ngjarë të ndikojë në vetitë mekanike dhe fizike të metalit.
Kështu, pjesët e holla të materialit bazë janë zona më e cenueshme e bashkimit të saldimit. Në këtë vend, për shkak të erozionit, mund të formohen lavamanë. Vlen të përmendet se shpërbërja e metalit bazë me tinol ndryshon temperaturën e tij të lëngshme, duke çuar kështu në mbushje të pamjaftueshme të hendekut midis pjesëve.
Për të reduktuar difuzionin ose shpërbërjen, ekzistojnë disa lidhje që përdoren si tinole. Saldimet fitojnë një qëndrueshmëri të lëngshme kur temperatura arrin nën temperaturën efektive të lëngut. Falë saldimit të kësaj përbërje, saldimi në temperaturë të lartë kryhet me sukses edhe në ato rrethana kur temperatura e lidhjes metalike nuk ka arritur në vijën e lëngut.
Temperatura e lidhjes së komponentit SMD
Ngrohja e poshtme bën të mundur reduktimin e transferimit të nxehtësisë nga komponenti në tabelën SMD, duke ulur kështu temperaturën e kërkuar të mjetit të saldimit. Kur përdorni metodat e ajrit për zëvendësimin e komponentëve, ngrohja e poshtme mund të zvogëlojë ose eliminojë plotësisht deformimin e tabelës SMD, e cila mund të ndodhë për shkak të ngrohjes së njëanshme nga ajri i nxehtë.
Për më tepër, bordet e qarkut të printuar të prodhuara në qeramikë kërkojnë ngrohje paraprake të butë përpara procedurës së saldimit për shkak të ndjeshmërisë së këtyre materialeve ndaj ndryshimeve të temperaturës.
Bazuar në metodën e furnizimit me energji termike, mund të dallojmë ngrohëset e poshtme me infra të kuqe dhe me konvekcion. Pajisjet e para shpesh përbëhen nga disa llamba kuarci, të cilat kanë një shkëlqim të theksuar të kuq. Sa i përket pajisjeve të konvekcionit, ato mund të punojnë duke përdorur konvekcionin e detyruar.
Komponentët SMD në shqyrtim janë mjaft të brishtë dhe në kushtet e paqëndrueshmërisë së dridhjeve (goditjet mekanike) ato mund të plasariten. Një tjetër disavantazh i përbërësve SMD është intoleranca e tyre ndaj mbinxehjes gjatë saldimit, gjë që shpesh shkakton mikroçarje që janë pothuajse të pamundura për t'u vërejtur. Gjëja më e pakëndshme, ndoshta, në këtë çështje është që të mësoni për çarje në përbërësit SMD gjatë funksionimit. Ju mund të kontrolloni për çarje në pjesët SMD duke përdorur një multimetër të zakonshëm.
Kështu, ju mund të lidhni pjesë SMD duke përdorur një stacion saldimi, si dhe një hekur saldimi. Një pjesë e caktuar e saldatorëve pretendojnë se është më e lehtë të bashkohen komponentët duke përdorur një stacion saldimi me një temperaturë të stabilizuar. Sidoqoftë, nëse nuk ka stacion saldimi, mund ta zgjidhni problemin duke përdorur një hekur saldimi, duke e ndezur atë duke përdorur rregullatorin. Vlen të përmendet se pa një rregullator në një hekur saldimi konvencional, temperatura e majës së saj (maja) arrin një temperaturë prej 400 gradë. Treguesi C. kur punoni me komponentë SMD duhet të jetë 260-270 g. ME.
Temperatura optimale e ngrohjes së një maje saldimi, si dhe fuqia e kërkuar gjatë saldimit manual, janë tregues që varen nga veçoritë e projektimit të saldatorit dhe nga detyra që ai kryen. Kur punoni me lidhës tuba pa plumb, të cilët kanë një pikë shkrirjeje rreth 217-227 gradë. C, vlera minimale e ngrohjes së majës së saldimit është 300 g. ME.

Gjatë bashkimit, është e nevojshme të shmangni në çdo mënyrë të mundshme mbinxehjen e tepërt të majës së saldimit, si dhe ekspozimin e zgjatur të majës ndaj metalit. Në shumicën e rasteve, kur punoni me saldime pa plumb dhe tinole tradicionale, është më e përshtatshme të ngrohni majën e saldimit në një temperaturë prej 315-370 gradë. ME.
Në situata të caktuara, rezultate të shkëlqyera gjatë bashkimit të komponentëve SMD mund të merren gjatë ngrohjes afatshkurtër (kohëzgjatja e ekspozimit të majës së saldimit është deri në 0,5 sekonda), si dhe kur ngrohni majën e saldimit në një vlerë nga 340 në 420 gradë. ME.
Procedura për bashkimin e komponentëve SMD
Procedura për bashkimin e komponentëve SMD:
- Së pari, hiqni një nga jastëkët e kontaktit. Për ta bërë këtë, aplikoni një sasi të mjaftueshme tinol për të formuar më tej fileton.
- Tjetra vjen instalimi i komponentit SMD në kutinë e marsheve.
- Hapi tjetër është mbajtja e komponentit SMD me piskatore, dhe në të njëjtën kohë sjellja e majës së hekurit të saldimit, duke siguruar kështu kontaktin e njëkohshëm të majës së saldimit me daljen e komponentit SMD, si dhe CP të konservuar.
- Kryeni saldim afatshkurtër për 0,5-1,5 sekonda. Për sa i përket majës së pajisjes, ajo duhet të tërhiqet.
- Më pas, kryhet saldimi në temperaturë të lartë i terminalit të dytë: duke sjellë majën e pajisjes, siguroni kontaktin e njëkohshëm të majës me terminalin dhe kutinë e marsheve.
- Më pas, nga ana e kundërt me majën e saldimit, tinoli duhet të aplikohet në një kënd prej 45 ° në kutinë e marsheve, si dhe në terminalin e komponentit.
Katër sekrete - çelësi i bashkimit të suksesshëm
Ekzistojnë katër sekrete për saldimin me cilësi të lartë dhe funksionimin e mëvonshëm afatgjatë të pjesës. Le t'i hedhim një vështrim më të afërt në to.
Bazat e një lidhjeje cilësore:
- Përdorimi i saktë i saldimit dhe fluksit në saldim;
- Pastërtia e majës së saldimit, si dhe shkalla e ngrohjes së saj;
- Pastroni sipërfaqet metalike të salduara gjatë procedurës;
- Lidhja e saktë, ngrohja e mjaftueshme e zonës së punës së pjesëve.
Siç bëhet e qartë, shumë varet nga temperatura e ngrohjes së pjesëve, si dhe nga shkalla e ngrohjes së hekurit të saldimit. Ju gjithashtu duhet të dini pikën e shkrirjes së disa saldimeve prej kallaji me plumb.
Temperatura e shkrirjes së saldimeve
Njohja e komponentit teknologjik të saldimit lejon që saldimi të lidhë pjesë për një kohë të gjatë, gjë që është një cilësi e shkëlqyer për një profesionist të vërtetë. Kështu, saldimi në temperaturë të lartë do të tregojë performancë të shkëlqyer.
Artikuj të ngjashëm
goodsvarka.ru
4 mënyra për të marrë temperaturën e dëshiruar të saldimit
Shumë njerëz e dinë se për të marrë saldim me cilësi të lartë gjatë instalimit të komponentëve të radios, është e nevojshme që temperatura e majës së saldimit të korrespondojë me temperaturën e funksionimit të saldimit. Ai ndryshon për markat e ndryshme të saldimit. Nëse maja e saldimit nxehet shumë, saldimi do të oksidohet dhe saldimi nuk do të jetë mjaft i fortë. Përveç kësaj, në këtë rast, maja e hekurit të saldimit digjet shpejt dhe saldimi ndalon të ngjitet plotësisht në të. Saldimi me cilësi të lartë ka një shkëlqim pasqyre pas ftohjes dhe mund të merret vetëm në një temperaturë të caktuar. Kështu, për markën më të zakonshme të saldimit POS-61, temperatura e saldimit është 190...260 °C. Temperatura e rekomanduar e saldimit për mikroqarqet është 235±5 °C për një kohëzgjatje jo më shumë se 2 s.
Kur blini saldimin më të thjeshtë të lirë për tensionin e rrjetit 220 V, si rregull, rezulton se mbinxehet dhe nuk bashkohet mirë. Ka katër mënyra për të zgjidhur këtë problem.
Metoda 1. Nëse hekuri i saldimit ka një majë në formën e një shufre, e cila është e fiksuar në trup me një vidë (Fig. 1), atëherë duke rregulluar gjatësinë e zhytjes së shufrës në ngrohës, lehtë mund ta ndryshoni temperaturën pa probleme. . Por jo të gjitha saldimet e kanë këtë dizajn për fiksimin e majës dhe kjo metodë mund të jetë e papranueshme.
Metoda 2. Ju mund të përdorni një LATR ose një transformator me një numër të madh rubinete. Në këtë rast, temperatura rregullohet duke ndryshuar tensionin e furnizuar në mbështjelljen e ngrohësit.
Metoda 3. Një rezistencë shtesë (reostat) ndërrohet në seri me ngrohësin e saldimit. Në këtë rast, fuqia e rezistencës duhet të jetë e njëjtë me atë të saldimit dhe zgjedhim vlerën e rezistencës për të marrë temperaturën e dëshiruar. Kjo rezistencë shtesë është e madhe dhe nxehet, gjë që është e papërshtatshme.
Metoda 4. Rregullatori elektronik, Fig. 2, ju lejon të ndryshoni pa probleme (nga rezistenca e ndryshueshme R2) temperaturën e ngrohësit në një gamë të gjerë. Pajisja ka furnizim me energji pa transformator dhe dimensione të vogla, gjë që e lejon atë të vendoset në një mbajtëse saldimi. Qarku nuk është kritik për llojet e pjesëve, dhe vendosja e tij konsiston në zgjedhjen e vlerës së rezistencës R4 (me një vlerë zero të R2) për të marrë tensionin maksimal në ngrohës. Hekuri i saldimit i lidhur mund të ketë një fuqi nga 15 në 300 W, dhe kur zëvendësoni diodat VD1 ... VD4 me një rrymë më të lartë - deri në 1000 W.
Oriz. 1 Projektimi i një hekuri saldimi me një majë të lëvizshme
 Fig.2 Diagrami i kontrolluesit të temperaturës
Fig.2 Diagrami i kontrolluesit të temperaturës
Nëse hekuri i saldimit është projektuar për një më të ulët Tensioni nominal furnizimi (48 ose 36 V), do të kërkohet një transformator reduktues i tensionit dhe një tension i reduktuar mund të furnizohet në qarkun e rregullatorit elektronik. Në këtë rast, për të ruajtur funksionalitetin e tij, do të jetë e nevojshme të zvogëlohet vlera e rezistencës R1 në proporcion me tensionin e hyrjes